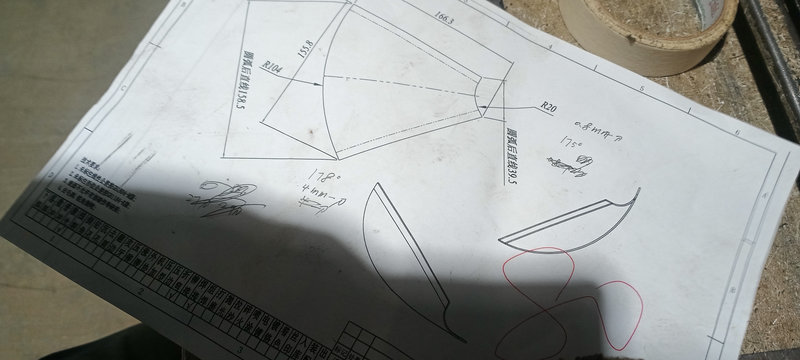
精密钣金加工领域,圆锥体(大小头)的折弯本就是一项高难度工艺,而当“3.3米超长跨度”、“4.0mm厚度”、“大圆R480 / 小圆R25的极端落差”以及“镜面不锈钢无痕要求”这四个魔鬼要素组合在一起时,绝大多数工厂都会望而却步。
这几乎可以说是钣金折弯工艺中“最难折的圆弧,没有之一”。
为了攻克这一行业技术天花板,中山鑫捷折弯工艺组 结合车间一线的实际操机案例,为您深度剖析这种极端异形镜面大小头在数控折弯机上的机床极限调校缺陷,并重点对三种不同的实际改良工艺路线进行全方位探讨,拒绝“伤机废料”,用技术找寻最优解。
一、 传统车间极限操机:游坚走险的“伤机硬顶法”
面对这种大圆R480、小圆R25的超大锥度工件,由于大小头圆弧圆心角和弧长差异悬殊,常规的数控折弯系统很难通过标准的同轴补偿来完美兼顾两端的成型。
在本次攻坚中,操机师傅为了赶出成品,采用了一种近乎“疯狂”的极限调校与物理加垫组合拳:
1. 操机核心参数与手法
- 轴向倾斜:Y1轴(大头端)保持正常数值调校,Y2轴(小头端)直接强制调整为负15mm,通过极端的斜刀深度来硬挤小头。
- 物理局部加垫:在上刀具与夹钳的连接处(小头方向),硬生生加垫了3.0mm的铁板;同时在机械中间段加垫1.5mm的铁板,以此来人为强行改变抗弯矩形变。
- 人工复刀:折弯初成型结束后,由于小头R25回弹及挤压不彻底,还需要师傅用小刀进行高强度的二次人工复刀。

2. 该手法的致命代价
虽然这种“硬顶法”最终勉强做出了形状,但从长期生产和工厂资产保护的角度来看,中山鑫捷折弯工艺组认为这是“得不偿失”的下下策:
- 严重损伤滑块与导轨:Y轴两端15mm的极端偏载,加之单侧加垫3.0mm的硬冲击,会导致折弯机滑块倾斜形变,对液压油缸、导轨丝杠造成不可逆的机械磨损。
- 严重的表面压痕:4.0mm的板厚在如此强大的局部集中应力下,即使使用了普通的折弯膜,其镜面不锈钢表面的压印、划伤依然会非常严重,很难达到高端食品机械或设备面板的交付标准。
二、 实际工艺改良路线的深度探讨
为了告别“伤机、废人、废料”的被动局面,针对4.0mm镜面不锈钢超大锥度大小头,我们折弯工艺组深度探讨以下三种更具可行性的实际改良工艺方案:

路线 1:不垫东西,整体大口出,小口用短刀分段加深
- 工艺逻辑:摒弃任何在上刀夹钳处的物理加垫行为。折弯时,首先以大头R480的标准参数进行整体多道次(圆弧多点折弯)的浅成型,让整张板形成基础圆弧。随后,将工件移至短刀具区间,专门针对小头(R25区域)进行一段一段的局部局部加深。
- 优缺点分析:
- 优点:彻底保护了折弯机机械结构,避免了偏载对Y轴液压系统的致命损伤。
- 缺点:由于4.0mm镜面不锈钢极具韧性,且背面和正面的接触应力集中,在“一段一段加深”的微调过程中,压痕依然会非常重,很难满足高标准镜面的要求。
路线 2:一段一段加深(正面/背面压痕综合控制)
- 工艺逻辑:如果坚持要在折弯机上通过常规分段走刀一次性硬成型,必须面对“正面、背面压痕都很重”的硬伤。为了解决这个问题,需要引入柔性聚氨酯无痕下模,或者在标准V槽上铺设1.2mm以上的超厚专用折弯无痕压痕膜,并采用微量多点的步进式折弯。
- 优缺点分析:
- 优点:能在一定程度上减轻4.0mm不锈钢表面的死压痕。
- 缺点:4.0mm板厚回弹巨大,分段加深极易在圆弧表面留下不可逆的折线印记,后期抛光修复的工作量和难度依然是天文数字,要求极高!
路线 3:小头激光一刀一刀按折弯线割开 + 自然成型 + 后期焊接打磨(强烈推荐)
- 工艺逻辑:转换工艺思维,化整为零。在前期激光下料时,利用大功率纤维激光切割机,在小头(R25)的折弯线上预先一刀一刀割开缝隙(或切出工艺减面孔)。这样在折弯时,小头端由于失去了厚板的抗弯阻力,在折弯压力下会顺着割开的缝隙“自然成型”。折弯结束后,再通过高精密激光焊接或氩弧焊将割缝填满,最后通过手工精细打磨、抛光恢复镜面。
- 优缺点分析:
- 优点:
- 完美解决设备偏载:折弯机不需要再硬顶负15mm,大头小头受力均匀。
- 大幅提升尺寸精度:小头完全顺着激光割线走,不会跑偏,大锥度大小头的成型准确率接近100%。
- 外观质量可控:虽然增加了后期焊接和打磨的工序,但对于4.0mm镜面不锈钢来说,局部的焊缝打磨抛光,其视觉效果远比折弯机硬生生挤出来的满版压痕要容易修复得多。
- 缺点:增加了人工焊接与打磨抛光的工时成本,对焊工的打磨手艺要求较高。
- 优点:
三、 总结:鑫捷折弯工艺组的终极筑基建议
作为在精密钣金与高端源头制造领域深耕24年的中山钣金老厂,针对这种3.3米超长跨度、4.0mm镜面不锈钢超大锥形圆弧,我们中山鑫捷折弯工艺组给出的终极工艺建议是:首选路线3(激光工艺切缝 + 自然成型 + 后期精密焊磨)。
钣金加工不是“大力出奇迹”的硬拼,而是“以柔克刚”的几何游戏。通过在激光下料端释放应力,不仅能保护我们价值昂贵的数控设备免受偏载损伤之苦,更能真正攻克镜面不锈钢表面无痕的质量底线,让每一个超长大小头圆弧都能成为符合高交付标准的工业艺术品。
作者:中山鑫捷折弯工艺组 (欢迎同行探讨,为您持续分享高难度高精密钣金加工、高精度自动化配件及大功率激光成型的一线硬核干货!)