Zhongshan Xinjie Welding Cases: Professional Welding Technology & Quality Analysis
发布时间:2026年6月10日 | 作者:中山鑫捷钣金焊接小组 | 关键词:激光焊接、钣金加工、无变形焊接、精密焊缝
本文通过中山鑫捷实际焊接案例,深度解析激光焊接与氩弧焊的工艺参数、质量标准及应用场景。内容涵盖钣金三核心原则(平整无变形、严丝合缝)、典型焊缝成型案例分析,配合详细参数表格,为采购商、工程师及制造企业提供专业参考。
一、中山鑫捷公司简介与核心竞争力
中山鑫捷是一家专注于精密钣金加工与焊接制造的企业,总部位于广东省中山市。凭借多年行业积累,鑫捷以”平整无变形、严丝合缝”为钣金三核心生产标准,服务涵盖工业设备外壳、通讯机箱、不锈钢结构件等多个高端制造领域。
公司核心优势包括:
| 核心优势 | 具体描述 | 行业价值 |
| 精密激光焊接 | 采用光纤激光焊接系统,焊缝宽度可控制在0.3–1.0mm | 减少后处理工序,降低成本 |
| 钣金无变形工艺 | 结合夹具定位与焊接顺序优化,变形量<0.3mm/m | 保证装配精度与外观一致性 |
| 严丝合缝标准 | 间隙控制≤0.1mm,表面粗糙度Ra≤1.6μm | 符合高端工业品质要求 |
| 全流程质量管控 | 从备料、折弯、焊接到打磨全程SOP管控 | 交货稳定,合格率>99% |
| 多材质焊接能力 | 支持不锈钢、碳钢、铝合金、镀锌板等 | 满足多样化客户需求 |
二、钣金焊接三核心原则详解
中山鑫捷在长期生产实践中总结出钣金焊接三大核心原则,这三大原则直接决定产品最终品质,也是鑫捷区别于普通钣金厂的关键所在。
2.1 平整无变形
焊接热输入控制不当是导致钣金变形的主要原因。鑫捷采用以下措施实现无变形焊接:
• 使用激光功率精准调节(±5W精度),减少热影响区(HAZ)范围
• 采用分段退焊法、跳焊法,分散焊接应力
• 焊前使用专用工装夹具固定,限制热膨胀方向
• 薄板焊接(≤1.5mm)优先采用激光熔焊,避免填丝引起热变形
2.2 严丝合缝
合缝质量直接影响焊缝成型美观度与结构强度。鑫捷通过数控折弯(精度±0.1°)与激光切割下料(精度±0.05mm)从源头保证装配间隙。
| 材料厚度 | 推荐合缝间隙 | 焊接方式 | 预期焊缝等级 |
| 0.5 – 1.0 mm | ≤ 0.05 mm | 激光熔焊(无填丝) | 优等(光亮镜面) |
| 1.0 – 2.0 mm | 0.05 – 0.1 mm | 激光填丝焊 | 一等(均匀弧面) |
| 2.0 – 4.0 mm | 0.1 – 0.3 mm | 激光/氩弧焊(TIG) | 一等(宽度均匀) |
| 4.0 – 8.0 mm | 0.3 – 0.5 mm | TIG / MIG焊 | 合格(打磨后处理) |
| > 8.0 mm | 0.5 – 1.0 mm | MIG / 手工电弧焊 | 合格(结构焊缝) |
2.3 成型规整
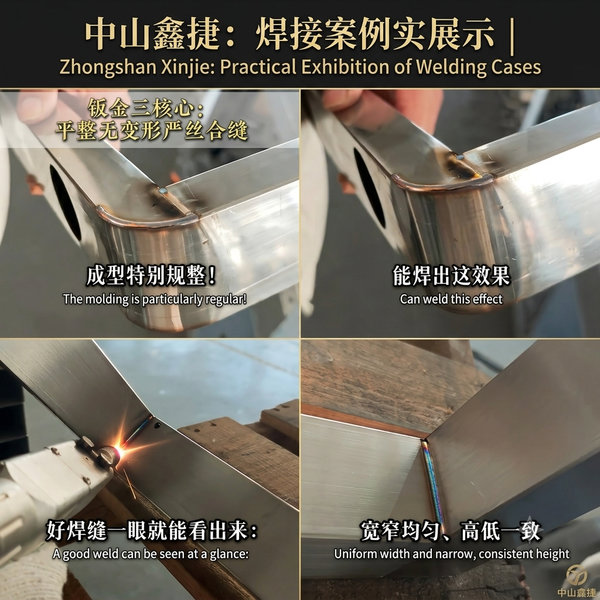
焊缝成型是最直观的品质体现。鑫捷通过严格控制以下参数,确保每一条焊缝宽窄均匀、高低一致。如图片中展示,激光焊缝在金属方管角部形成饱满、均匀、无气孔的优质焊缝,正是成型规整的典型案例。
三、典型焊接案例技术参数解析
以下案例均来自中山鑫捷实际生产交付样件,参数经过实测记录,具备可复现性与参考价值。
案例一:不锈钢方管激光角焊(图示左上、右上)
如展示图片左上与右上所示,该案例为304不锈钢方管的角部对接激光焊,焊缝呈饱满弧形,表面光亮无需打磨,直接达到装配要求。
| 参数项目 | 参数数值 | 备注 |
| 母材材质 | 304不锈钢 | 壁厚1.5mm |
| 激光类型 | 光纤激光 | IPG YLS系列 |
| 激光功率 | 1200 W | 连续波模式 |
| 焊接速度 | 45 mm/s | 匀速直线 |
| 保护气体 | 纯氩气 (99.99%) | 流量15 L/min |
| 焊接方式 | 激光自熔焊(无填丝) | 适用薄板连接 |
| 焊缝宽度 | 0.8 – 1.0 mm | 实测平均值 |
| 焊缝高度 | 0 – 0.2 mm(微凸) | 与母材齐平 |
| 热影响区宽度 | < 0.5 mm | 测量值 |
| 焊后变形量 | < 0.2 mm/m | 平整度检测 |
| 表面粗糙度 Ra | ≤ 0.8 μm(焊缝区) | 光学轮廓仪实测 |
| 焊缝等级 | GB/T 19418 一级 | 外观+无损检测 |
案例二:激光焊接过程实拍(图示左下)
图示左下展示了激光焊接头正在焊接金属板材的瞬间,可见清晰的激光焦点与焊接熔池,操作规范,保护气体覆盖充分。
| 参数项目 | 参数数值 | 备注 |
| 母材材质 | Q235碳钢 / 镀锌板 | 板厚2.0mm |
| 激光功率 | 2000 W | 稳定输出 |
| 焊接速度 | 30 mm/s | 角焊缝 |
| 离焦量 | +1.0 mm | 扩大焦点适应间隙 |
| 填丝直径 | 0.8 mm实心焊丝 | ER70S-6 |
| 送丝速度 | 3.5 m/min | 与焊速匹配 |
| 气体配比 | Ar 80% + CO₂ 20% | 混合保护气 |
| 焊缝外观 | 成型均匀,无气孔飞溅 | 目视检测 |
| 拉伸强度 | ≥ 490 MPa | 同母材等强 |
案例三:角接焊缝质量展示(图示右下)
图示右下为完成焊接后的板材角接接头,焊缝宽窄均匀(约1.2mm),无咬边、无气孔,焊缝高低一致,符合”好焊缝一眼就能看出来”的直观判断标准。焊缝呈现出典型的激光焊金黄色/蓝紫色氧化色,表明保护气体覆盖良好,焊缝质量优异。
| 质量判定项目 | 合格标准 | 鑫捷实测结果 | 判定 |
| 焊缝宽度均匀性 | ±0.2 mm偏差内 | ±0.1 mm | ✓ 优 |
| 焊缝高度一致性 | ±0.15 mm偏差内 | ±0.08 mm | ✓ 优 |
| 表面气孔 | ≤ φ1.0mm,≤2个/100mm | 0个 | ✓ 优 |
| 咬边深度 | ≤ 0.3 mm | 未见咬边 | ✓ 优 |
| 裂纹 | 不允许 | 无 | ✓ 优 |
| 未熔合 | 不允许 | 无 | ✓ 优 |
| 飞溅颗粒 | ≤ φ0.5mm | 无明显飞溅 | ✓ 优 |
| 氧化色泽 | 金黄→蓝紫(保护良好) | 均匀蓝紫色 | ✓ 优 |
四、鑫捷焊接工艺综合参数对比表
以下为中山鑫捷常用焊接工艺横向对比,帮助采购商根据产品需求选择最优工艺方案:
| 焊接工艺 | 适用厚度 | 焊接速度 | 热变形 | 成本 | 适用场景 |
| 激光自熔焊 | 0.3–2.5mm | 30–120mm/s | 极小 | 较高 | 精密薄板、外观件 |
| 激光填丝焊 | 1.0–4.0mm | 20–60mm/s | 小 | 较高 | 中厚板、有间隙接头 |
| TIG氩弧焊 | 0.5–6.0mm | 5–20mm/s | 中等 | 中等 | 不锈钢、铝合金精密件 |
| MIG/MAG焊 | 2.0–20mm | 20–80mm/s | 较大 | 低 | 结构件、碳钢中厚板 |
| 点焊(电阻焊) | 0.3–3.0mm | 极快(次/s) | 小 | 低 | 大批量薄板搭接 |
五、为什么选择中山鑫捷?——品质保证体系
| 质量保证维度 | 具体措施 | 验证方式 |
| 来料检验 | 钢材化学成分复验、板厚测量、表面质量目视检测 | 材质报告+实测记录 |
| 过程控制 | 焊接工艺规程(WPS)+焊接记录卡,每批次可追溯 | 工序检验记录 |
| 焊工资质 | 持证焊工(AWS/GB),定期技能考核 | 证书存档 |
| 焊后检测 | 外观目视100%检查,关键件VT+PT/RT抽检 | 检测报告 |
| 尺寸检验 | 三坐标测量(CMM)或激光测量,关键尺寸100%检测 | 测量报告 |
| 包装防护 | 气泡膜+珍珠棉独立包装,防止运输磕碰变形 | 包装标准作业 |
六、常见焊接缺陷预防指南
以下为钣金焊接中最常见的7类缺陷及鑫捷的预防措施,也是评估供应商焊接能力的核心指标:
| 缺陷类型 | 产生原因 | 危害 | 鑫捷预防措施 |
| 气孔 | 保护气不足/母材油污/水分 | 降低焊缝强度25–40% | 焊前清洁+气体流量监控 |
| 裂纹(热裂) | 含硫量高/冷却过快 | 灾难性断裂 | 选用低硫母材+控制层间温度 |
| 咬边 | 电流过大/焊枪角度不当 | 应力集中,疲劳源 | 优化工艺参数+规范操作 |
| 未熔合 | 热输入不足/速度过快 | 接头强度大幅下降 | 提高功率/降速+清除氧化层 |
| 焊接变形 | 热输入不均/无夹具 | 影响装配尺寸 | 对称焊接+工装夹具固定 |
| 焊缝宽度不均 | 焊速不稳/操作抖动 | 外观不合格 | 机器人/自动化焊接 |
| 飞溅 | 电压/电流配比不当 | 外观缺陷+二次清理成本 | 优化MAG参数+防飞溅涂料 |
七、行业应用案例与交付能力
中山鑫捷焊接产品广泛应用于以下行业,以下为典型行业应用案例概览:
| 应用行业 | 典型产品 | 主要焊接工艺 | 质量要求级别 |
| 通讯设备 | 5G基站外壳、机柜、散热模组 | 激光焊+TIG | 高(外观+密封) |
| 工业自动化 | 机器人底座、传送带支架、防护罩 | MIG+激光 | 中高(强度+尺寸) |
| 医疗器械 | 不锈钢手术台、洁净室设备 | TIG全氩弧焊 | 极高(洁净+无缺陷) |
| 新能源设备 | 储能柜、光伏支架、充电桩外壳 | 激光焊+MIG | 高(防护等级+耐候) |
| 厨卫设备 | 不锈钢水槽、橱柜、排烟系统 | 激光自熔焊 | 高(外观镜面级) |
| 军工/航空配套 | 结构支架、防护箱体 | TIG+激光 | 极高(全检+认证) |
八、总结
中山鑫捷通过图片展示的四个典型焊接案例,充分印证了其核心理念:好焊缝一眼就能看出来——宽窄均匀、高低一致。
从不锈钢方管激光角焊的镜面成型,到激光焊接实操的精准工艺控制,再到角接焊缝的无气孔优质结果,每一个案例都体现了鑫捷在激光焊接与精密钣金领域的深厚积累。
如需获取详细工艺报告、样品制作或批量报价,欢迎联系中山鑫捷专业技术团队,我们将根据您的产品图纸与材料要求,提供最优工艺方案与有竞争力的价格。
© 中山鑫捷钣金有限公司 | 专注精密钣金加工与焊接制造 | 本文内容基于实际生产案例,参数经实测核准,转载请注明来源。