在包装机组装现场,钣金件出问题的方式通常很”隐蔽”——不是一上线就炸,而是跑了三个月之后夹爪开始抖,或者批量包装膜被划伤,再或者年度保养时发现托袋支架已经锈穿了一个角。
这类问题追溯下去,根源大多集中在三个环节:材质选型错了、加工公差没管住、表面处理工艺走了捷径。
本文从这三个核心维度出发,整理出一套可以直接对照执行的选型与验收标准,供整机厂采购和工程师参考。
一、先从故障现象倒推:哪类问题对应哪类钣金缺陷?
在着手选型之前,先建立一个”故障→根因”的对应认知,能帮助工程师更快定位问题所在。
| 故障现象 | 常见根因 | 对应钣金环节 |
|---|---|---|
| 高速运转时夹爪微振、定位偏移 | 旋转盘平面度超差,动平衡失控 | 厚板切割精度 + 平面度控制 |
| 包装膜划伤、出袋卡顿 | 托袋/导袋面存在毛刺或粗糙度不达标 | 表面处理工艺 |
| 零件接触清洗剂后生锈 | 使用了304而非316L,或钝化处理未做 | 材质选型 + 表面钝化 |
| 夹爪臂长期使用后走形 | 折弯回弹未补偿,材料批次力学性能波动 | 折弯工艺控制 |
| 装配时孔位对不上 | 激光切割孔位累积误差超出配合公差 | 切割精度管理 |
| 焊缝区域早期开裂或腐蚀 | 焊后未钝化,或焊材选用不当 | 焊接工艺 + 后处理 |
二、材质选型标准
2.1 按部位选材
给袋包装机的工作环境涉及高频机械运动、食品/日化介质接触、以及定期酸碱清洗,不同部位对材质的要求差异显著。
| 零件部位 | 推荐材质 | 选用理由 |
|---|---|---|
| 主旋转盘(厚板结构件) | 304不锈钢,厚度≥6mm | 刚性优先,厚板确保转盘动平衡稳定性 |
| 夹爪臂(高频往复件) | 304不锈钢 或 6061-T6铝合金 | 铝合金可减轻往复惯性约65%,降低夹爪振动风险 |
| 托袋面板、导袋槽(直接接触包装袋/膜) | 316L不锈钢 | 表面须达到Ra≤0.8μm,防划膜;316L耐酸碱清洗剂腐蚀性更强 |
| 中心支柱、主框架 | 304不锈钢 | 结构承载件,优先考虑刚性和焊接性 |
| 普通内部结构支撑件 | Q235 + 表面喷涂防锈 | 不接触介质的内部件,控制成本 |
2.2 304 与 316L 怎么选?
这是整机厂工程师最常问的问题,核心区别如下:
316L相比304的关键优势在于添加了2%~3%的钼(Mo)元素,显著提升了对氯离子(Cl⁻)的耐腐蚀能力。包装机清洗时使用的含氯消毒剂、酸性清洗液,正是304长期使用后出现点蚀、锈斑的主要原因。
判断标准很简单:凡是会被清洗液直接喷到、或者长期处于潮湿酸碱环境的部件,一律选316L;纯结构承载件选304。
延伸提示:316L超低碳含量(≤0.03%)还能有效降低焊接时的晶间腐蚀风险,焊后无需退火处理,简化工艺流程。
三、加工精度要求
3.1 激光切割
旋转盘等厚板件(6mm以上)建议使用高功率光纤激光切割,主要控制以下指标:
| 指标 | 一般件要求 | 精密件要求 |
|---|---|---|
| 切割线性公差(参考GB/T 1804-2000 f级) | ±0.3mm | ±0.1mm |
| 孔径公差 | ±0.2mm | ±0.05mm |
| 切割面锥度 | ≤1° | ≤0.5° |
| 切割边毛刺高度 | ≤0.2mm | ≤0.05mm(接触面须去毛刺处理) |
实操要点:厚板(≥8mm)激光切割时,切割速度与辅助气体压力的匹配会直接影响切口质量。氮气辅助切割不锈钢,可避免切口氧化发黄,保证后续焊接和表面处理质量。
3.2 数控折弯
折弯工序是夹爪臂、框架件精度的核心控制点。
| 指标 | 标准要求 | 参考标准 |
|---|---|---|
| 折弯角度公差(90°) | ±1°以内(精密件±0.5°) | GB/T 1804-2000 m级 |
| 折弯尺寸线性公差 | ±0.3mm(精密件±0.15mm) | GB/T 1804-2000 f级 |
| 折弯件平面度 | 每米不超过0.5mm翘曲 | — |
| 折弯内圆角 | 默认≥0.8t(t为板厚),避免开裂 | 行业通用规范 |
常见失误:同一批次工件使用不同厂家或批次的钢板,因材料力学性能差异导致折弯回弹量不一致,造成批量尺寸偏差。建议同一产品的同批次用料来自同一炉号钢板。
3.3 旋转盘专项要求:平面度与动平衡
旋转盘作为整机分度运转的核心承载件,平面度直接影响多工位协同精度:
- 平面度要求:≤0.1mm/m(建议完成切割和焊接后,上三坐标或平板检测)
- 孔位配合公差:旋转盘与主轴配合孔建议按 H7/h6 间隙配合执行
- 焊后变形控制:厚板焊接后须进行校平处理,避免焊接应力导致翘曲
四、表面处理选型指南
表面处理是被整机厂最容易在成本压力下妥协的环节,但它直接决定零件的使用寿命和食品安全等级。
| 应用工况 | 推荐工艺 | 粗糙度Ra值 | 注意事项 |
|---|---|---|---|
| 直接接触包装袋/膜 | 电解抛光 + 钝化 | Ra ≤ 0.8μm | 电解抛光后须做钝化处理,防止二次氧化 |
| 导袋槽、分料面 | 机械拉丝 + 钝化 | Ra 0.4~0.8μm | 拉丝方向须与袋的运动方向一致,减少阻力 |
| 高频摩擦运动件(铝合金) | 硬质阳极氧化(HardAnodize) | — | 氧化层厚度建议25~50μm,提升耐磨性 |
| 普通框架结构件(不锈钢) | 喷砂 + 钝化 | Ra 1.6~3.2μm | 喷砂后须用酸洗钝化液处理,去除铁离子污染 |
| 普通结构件(碳钢Q235) | 喷砂 + 环氧底漆 + 聚氨酯面漆 | — | 涂层总厚度≥80μm |
关键验收点:钝化处理是否到位
钝化处理经常被省略,这是不锈钢件后期生锈的最常见原因之一。验收时可用**蓝点试验(硫酸铜溶液点试法)**快速判断:若点试部位30秒内出现铜色沉积,说明钝化层不完整,需退货重处理。
五、零件标识与可追溯性管理
这个环节听起来”行政化”,但对整机厂的装配效率和售后维护影响极大。
为什么必须做标识管理?
一台旋转式给袋包装机涉及的非标钣金件少则几十种,结构相似的零件(如不同工位的夹爪臂、不同高度的支撑柱)极易混淆。一旦装错,轻则需要大量返工工时,重则影响整机精度,在客户现场才暴露问题,维修成本极高。
标识系统的基本要求
- 图号标识:每个非标件须有唯一图号,建议采用”功能代码-材质代码-序号”格式,例如:夹爪臂ARM-G02、托袋面板BAG-S05
- 标识方式:优先选用激光打标,永久性好、不受清洗和高温影响;铝合金件可用阳极氧化配合激光打标
- 中英文对照:面向出口整机商的零件,建议同时标注中英文,方便海外终端用户对照维护
批次管理建议
- 同一批次零件须附带材质证明书(Mill Certificate),注明材料牌号、炉号、化学成分
- 精密件须附带首件检验报告(FAI Report),记录关键尺寸实测值
六、整机厂收货验收清单
以下为建议的进货验收项目,可直接打印对照使用:
外观与标识
- [ ] 零件图号标识清晰,与图纸一一对应
- [ ] 表面无明显划伤、压痕、锈斑
- [ ] 切割边缘无毛刺(重点检查接触包装袋/膜的部位)
- [ ] 焊缝外观均匀,无气孔、夹渣、未熔合
尺寸精度
- [ ] 关键孔位尺寸抽检(用量具或三坐标复核)
- [ ] 折弯角度抽检(±1°以内)
- [ ] 旋转盘平面度检测(≤0.1mm/m)
表面处理
- [ ] 不锈钢件钝化蓝点试验(30秒内无铜色沉积)
- [ ] 接触面粗糙度抽检(Ra值符合图纸要求)
- [ ] 涂层件漆膜厚度检测(≥80μm)
材质证明
- [ ] 附带材质证明书,材料牌号与图纸要求一致
- [ ] 316L材质件须确认Mo含量2%~3%
七、常见采购误区
误区1:不锈钢就不会生锈 304不锈钢在含氯清洗环境下长期使用,确实会出现点蚀和红锈。接触清洗液的部位必须选用316L,且表面须做钝化处理。
误区2:表面处理随便做,后期喷漆遮住就好 对于不锈钢件,在焊接后用磨光机打磨、不做钝化直接出货,是行业内普遍存在的偷工行为。打磨会在表面引入铁粉污染,破坏钝化层,反而加速腐蚀。
误区3:公差要求越严越好 过于严格的公差会显著提高加工成本和报废率。建议根据功能需求合理分级:运动配合件严控公差,非配合结构件适度放宽,降低综合采购成本。
误区4:打样合格,批量就没问题 批量生产中,材料批次切换、设备磨损都会导致精度漂移。建议在合同中约定首批次全检、后续按AQL 1.0抽检的质量控制方案。
关于中山鑫捷
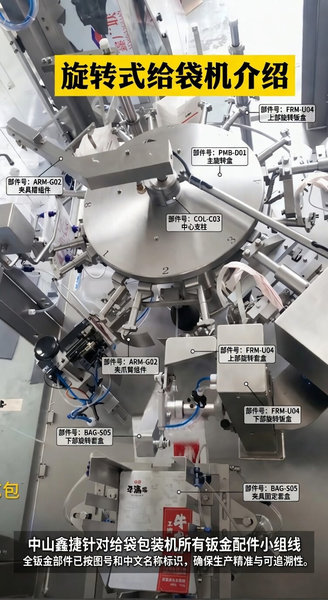
中山鑫捷金属有限公司专注精密钣金与非标零件制造24年,长期为旋转式给袋包装机整机商提供全套钣金配套,包括旋转盘、夹爪臂组件、托袋面板、框架结构件等。工厂具备30,000瓦大功率光纤激光切割、精密CNC折弯中心、自动化机器人焊接及无尘表面处理全链条能力,所有工序在中山小榄本地工厂完成。
如需带图纸询价或讨论技术方案,欢迎直接联系:
- 公司:中山鑫捷金属有限公司(Zhongshan Xinjie Metal Co., Ltd.)
- 地址:广东省中山市小榄镇永智街5号
- 业务范围:给袋包装机全套钣金件、多头秤不锈钢料斗、非标精密钣金加工、大功率激光切割成型
支持打样及小批量定制,欢迎国内外整机商及自动化设备集成商询价。