在精密钣金加工这行,有句话我们常挂在嘴边:
“图纸对了,后面才不会乱。”
一张准确的展开图,能直接决定材料利用率、成品精度,甚至影响整条生产线的节拍。鑫捷精密深耕这个行业 24 年,见过太多因为参数理解不到位而返工的案例。今天,我们把工厂里真正在用的经验整理出来,给新手和采购朋友们做个参考。
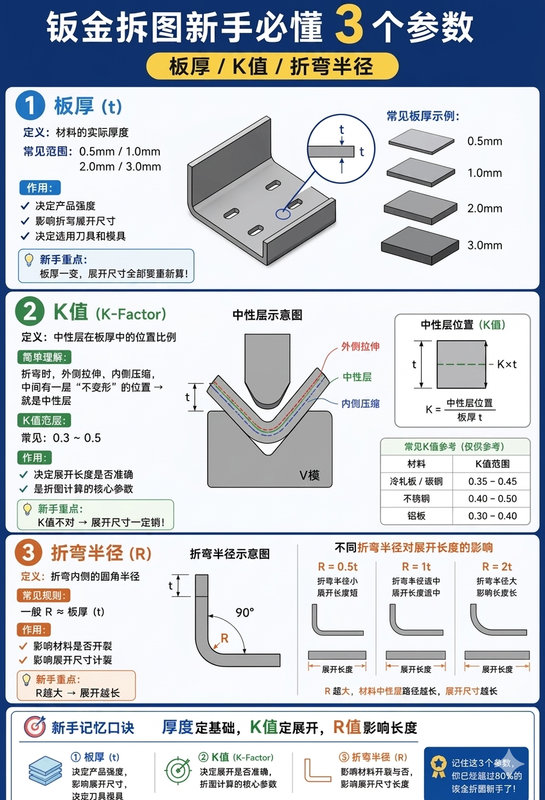
一、板厚 (t):一切计算的起点
板厚,就是材料的实际物理厚度。听起来简单,但它是所有展开计算的源头。
在鑫捷的车间里,我们日常加工的板材从 0.5mm 到 3.0mm 都有覆盖。别小看这个范围——哪怕同一张图纸,板厚从 1.0mm 换成 1.2mm,展开尺寸就必须全部重新核算,一个数字都不能照搬。
新手最容易踩的坑,就是板厚变了,展开图没跟着动。
以我们的核心产品多头秤料斗(Multihead Weigher Hoppers)为例:料斗直接接触物料,承重和精度要求都很高。我们在筛选不锈钢板材时,厚度偏差哪怕只有 0.05mm,都会影响激光切割的精度和最终的装配间隙。这不是挑剔,是工艺要求。
二、K 值 (K-Factor):展开计算的灵魂
K 值,是折弯计算里最容易被新手忽略、也最容易出问题的参数。
简单说:板材折弯时,外侧被拉伸变长,内侧被压缩变短,中间有一层”长度基本不变”的位置,叫中性层。K 值就是中性层在板厚中的位置比例: K=中性层位置板厚 tK = \frac{\text{中性层位置}}{\text{板厚 } t}K=板厚 t中性层位置
不同材料,K 值不一样,我们工厂的参考范围是:
| 材料 | K 值范围 |
|---|---|
| 冷轧板 / 碳钢 | 0.35 ~ 0.45 |
| 不锈钢 | 0.40 ~ 0.50 |
| 铝板 | 0.30 ~ 0.40 |
其中不锈钢的范围,是我们加工食品机械件用得最多的。
有一点要强调: K 值不是查个表填进去就完事的,它会随着材料批次、折弯工艺甚至模具磨损而变化。鑫捷的做法是,针对不同批次的来料进行实物试折弯,建立和维护我们自己的工厂 K 值数据库。这套积累,是 24 年真金白银试出来的。
三、折弯半径 (R):兼顾强度与外观
折弯半径,指的是折弯内侧的圆角半径。通用建议是 R ≈ 板厚 t,但实际影响远不止这一点:
| R 值 | 展开长度 | 适用场景 |
|---|---|---|
| R = 0.5t | 较短 | 结构件、对外观要求不高的部位 |
| R = 1t | 适中 | 通用首选 |
| R = 2t | 明显增加 | 需要更大圆角、外观件 |
R 值过小,折弯处容易开裂;R 值过大,外观和装配都会受影响。
在加工食品行业的不锈钢料斗时,合理的 R 值不只是工艺问题,还关系到食品安全——圆角太小,折弯处容易藏污纳垢,清洗不彻底;圆角合适,表面光洁,符合卫生标准。这是我们在给食品机械客户报方案时,必然会主动提到的细节。
新手记忆口诀
厚度定基础,K 值定展开,R 值影响长度。
这三个参数搞清楚了,拆图出错的概率会大幅降低。
关于鑫捷精密
中山市鑫捷金属制品有限公司,位于广东中山小榄,是一家深耕精密钣金加工 24 年的源头厂家。我们拥有德国通快 24000 瓦3080带无极变焦大炮切割头的激光切割机、数控折弯中心等核心设备,工程师团队长期服务于食品机械、自动化设备,药用料斗等高精度领域。
多头秤料斗(Multihead Weigher Hoppers)是我们的核心优势产品,支持研发定制,产品已远销海外市场。
如果您有钣金加工或配件定制需求,欢迎访问官网了解更多: www.xinjiecn.com