精密钣金行业,圆弧(Corner Radius)的处理是检验一个工厂技术底蕴的“试金石”。很多同行依赖昂贵的开模来实现平滑圆弧,但在中山鑫捷,我们的资深老师傅通过对折弯模具的巧妙运用与极致的抛光功底,实现了无压痕、高精度的圆弧机架效果。
一、 核心技术参数 (Technical Specifications)
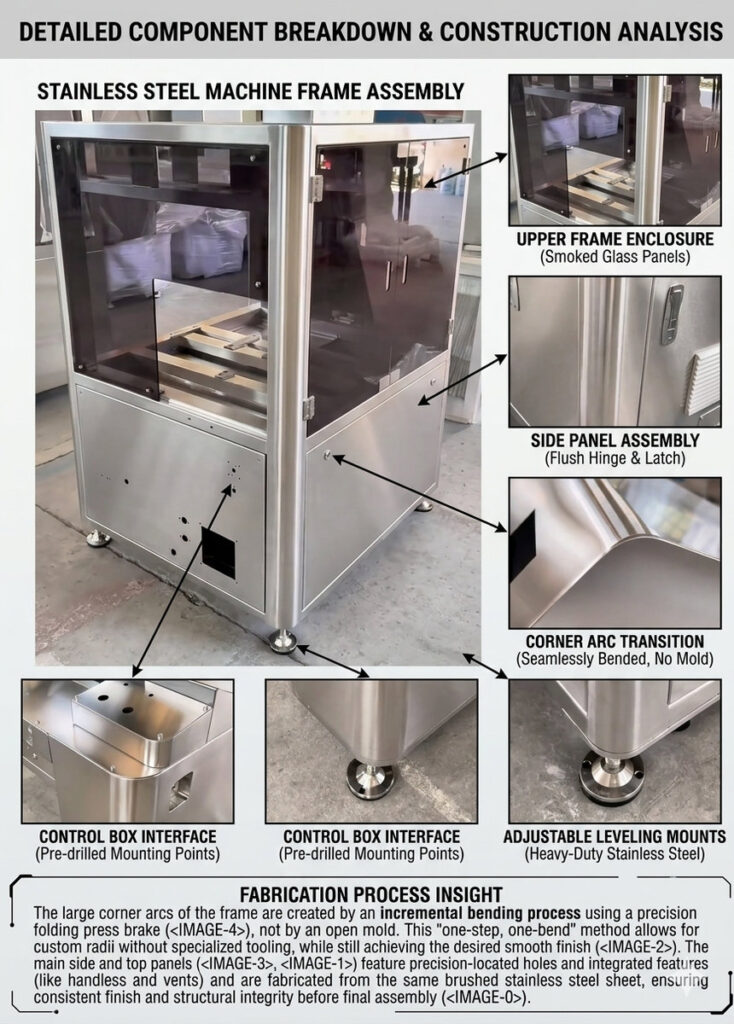
针对此次展示的304不锈钢机架,我们严格执行工业级标准,确保每一处细节都经得起精密仪器的测量。
| 参数项目 (Item) | 技术指标 (Technical Data) | 备注 (Notes) |
| 材质 (Material) | SUS304 食品级不锈钢 | 优异的抗腐蚀与美观性 |
| 板材厚度 (Thickness) | 1.6 mm | 兼顾强度与轻量化设计 |
| 加工工艺 (Process) | CNC 步进式折弯 (Incremental Bending) | 俗称“多刀折弯” |
| 表面处理 (Surface) | 老师傅纯手工精密抛光 | 达到拉丝/哑光无缝效果 |
| 折弯精度 (Precision) | ±0.1 mm | 确保整体框架严丝合缝 |
二、 独门绝技:无压痕圆弧折弯工艺
很多客户好奇,为什么中山鑫捷做出来的圆弧(R角)如此平滑且看不到任何压痕?这源于我们对“大R角步进折弯”的深度研究:
- 模具选型(Tooling Strategy): 根据图纸要求的圆弧半径,我们特意选用开口稍大的下模。通过增大接触面积,有效分散了板材受力点,从物理层面规避了传统窄模容易产生的“折痕”印记。
- “多刀数、小步进”: 这不仅仅是机器的自动化,更是老师傅的经验体现。通过精准计算每一刀的进给量和角度,用几十次甚至上百次的微小角度堆叠成一个圆润的弧面。
- 无痕技术: 配合专用的折弯补偿技术和防压痕布的应用,确保了1.6mm厚的304面板在成型后,表面依然保持金属原有的平整度。
三、 细节决定品质 (Details & Features)
为了满足全球高端客户(如食品机械、医疗设备行业)的需求,我们在结构处理上做了如下优化:
- 一体成型视觉: 侧板与立柱的圆弧过渡自然,无任何焊接补疤,极大提升了机壳的视觉质感。
- 预紧力控制: 1.6mm的厚度在大型框架中极易产生形变,鑫捷通过合理的加强筋分布与预应力释放,确保机架在重载下依然稳定。
- 手工抛光功底: 折弯后的细微刀痕,经过鑫捷老师傅的“指尖艺术”——多道工序抛光处理,触手升温,视觉上达到了如同模具拉伸出来的流线效果。
四、 为什么选择中山鑫捷 (Why Choose Xinjie)
作为拥有 24年行业经验 的源头厂家,我们深知钣金不仅仅是金属的堆砌,更是对力学与美学的理解。
- 拒绝昂贵模具费: 采用“步进折弯”法,为客户省去了动辄上万元的开模费用,且能根据图纸灵活调整R角大小。
- 高标准出口品质: 我们的Multihead Weigher(多头秤)配套件和精密机箱,广泛应用于国内外高标准生产线。
- 主理人亲临品质: 每一件出厂的产品,都凝聚了“钣金加工主理人”对工艺的极致追求。
中山市鑫捷金属制品有限公司
专业承接:精密不锈钢机箱、智能自动化机架、食品机械外壳加工。
地址: 广东省中山市小榄镇(原东升镇)永智街5号
核心优势: 24年匠心沉淀 | 高精度3万瓦激光切割 | 无压痕圆弧折弯