当您在必应(Bing)搜索“钣金加工厂家”时,您可能正在为一个新项目寻找可靠的合作伙伴,或是对现有供应商的品质与效率不甚满意。市场上的选择琳琅满目,如何拨云见日,找到那个能将您的图纸精准、高效、高品质地转化为实体产品的理想厂家?
本文将作为您的终极指南,不仅会带您深入了解钣金加工的核心工艺,更会从专业的设计规范(如您所知,细节决定成败)到如何评判一个厂家的综合实力,为您提供一套完整、实用的甄选框架。
一、设计的源头:不容忽视的钣金设计规范
一个优秀的钣金加工厂家,首先会尊重并精通设计的语言——工艺规范。忽略这些规范,轻则导致产品尺寸偏差,重则直接报废,造成时间和成本的巨大浪费。让我们从两个最基础也最关键的规范开始:
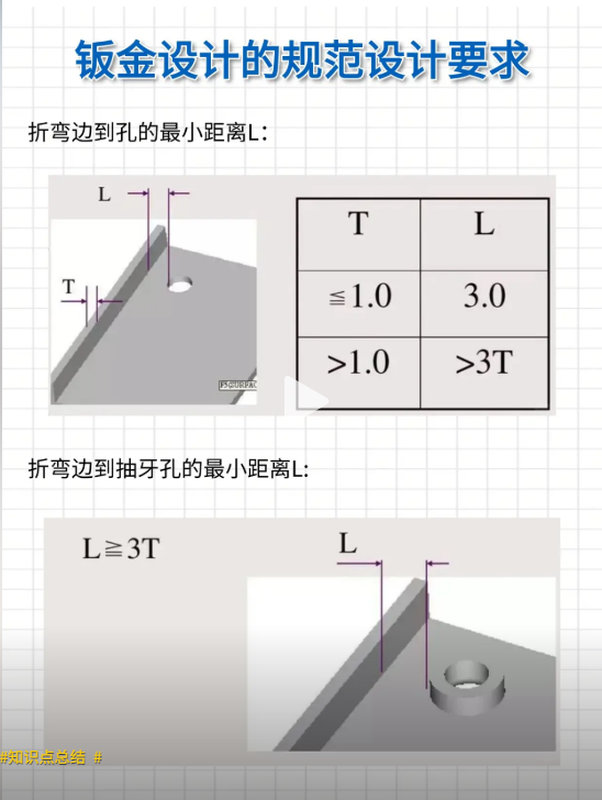
1. 折弯边与孔的最小距离(L)
这是钣金设计中最常见的“陷阱”之一。如果孔位距离折弯线太近,折弯时会导致孔口变形,影响后续的装配和使用。
- 核心原则: 必须为孔位预留足够的“安全距离”。
- 量化标准: 行业内通行的设计标准如下表所示,其中 ‘T’ 代表材料厚度,‘L’ 代表折弯边到孔边的最小距离。
| 材料厚度 (T) | 最小距离 (L) | 设计解读 |
|---|---|---|
| ≤ 1.0mm | ≥ 3.0mm | 当材料较薄时,L至少要保持3mm |
| > 1.0mm | > 3T | 当材料较厚时,L至少要大于3倍料厚 |
匯出到試算表
▲ 图1:折弯边到普通孔的最小距离规范
2. 折弯边与抽牙孔(翻边攻丝孔)的最小距离
抽牙孔本身就是一种拉伸变形,如果离折弯线过近,两种应力叠加会极易导致材料撕裂。
- 核心原则: 抽牙孔需要更大的安全区。
- 量化标准: 通常要求 L ≥ 3T。即抽牙孔边缘到折弯边的距离,至少要保证3倍料厚。
▲ 图2:折弯边到抽牙孔的最小距离规范
为什么强调这个?
一个专业的钣金加工厂家,在收到您的图纸时,如果发现不符合这些规范的设计,会主动与您沟通确认,而不是盲目生产。这正是其实力和责任心的体现。
二、实力考察:如何全方位评估一家钣金加工厂家?
了解了设计细节,我们来看如何评估一个厂家的硬实力和软实力。
硬件设施:工艺能力的基石
- 激光切割设备: 精度如何?功率多大?是否支持不同材质(碳钢、不锈钢、铝板)和厚度的切割?
- 数控折弯机: 吨位和长度是否满足您的产品尺寸?是否配备高精度的后挡料系统和挠度补偿系统?
- 焊接与打磨: 拥有哪些焊接工艺(氩弧焊、激光焊、点焊)?打磨团队是否精细?这直接关系到产品的外观和强度。
- 表面处理能力: 是否具备或拥有稳定的喷粉、喷漆、电镀、阳极氧化等配套供应链?
软件实力:品质与服务的保障
- 技术团队: 是否有经验丰富的工程师能够深化您的图纸,并提供优化建议?
- 质量控制体系: 是否通过ISO9001等质量体系认证?从原材料检验、过程自检、到最终出货检验(OQC),是否有完整、严格的流程?
- 项目管理与响应速度: 是否有专门的项目经理跟进您的订单?面对问题时,能否快速响应并提供解决方案?
- 成功案例: 他们曾为哪些行业的客户提供过服务?查看他们的样品或案例,是了解其加工精度的最直观方式。
三、合作流程:与优质钣金加工厂家合作是怎样的体验?
- 需求沟通与报价: 您提供图纸(DWG, STP格式)和技术要求,厂家快速响应并提供清晰的报价单。
- 技术评审: 专业工程师审核图纸,就潜在的工艺问题(如我们前面提到的孔边距)与您沟通。
- 样品制作: 小批量试产,验证设计与工艺,并送样给您确认。
- 批量生产: 在样品确认后,严格按照标准进行批量生产。
- 质量检测与交付: 经过严格质检后,采用可靠的包装,准时、安全地交付到您手中。
结论:选择正确,事半功倍
选择一家卓越的钣金加工厂家,远不止是比较价格。它关乎您的产品质量、项目进度和市场声誉。一个理想的合作伙伴,应该具备精湛的工艺技术、严格的品质管理、以及积极主动的服务意识。
我们希望这篇指南能帮助您在寻找“钣金加工厂家”的道路上,拥有更清晰的判断标准和更强的信心。记住,对细节的关注和对专业的坚持,是筛选出顶级供应商的唯一途径。