在现代钣金加工工程中,展开尺寸计算是确保成品精度的关键环节,尤其在 V槽折弯件设计中,任何微小误差都可能导致结构配合不良、装配卡顿,甚至返工重制。本文通过一张典型V槽折弯展开图,解析了两种主流展开计算方法:外尺寸法与内尺寸法,并介绍如何运用外系数与内系数进行精确控制。
一、V槽折弯的基础参数理解
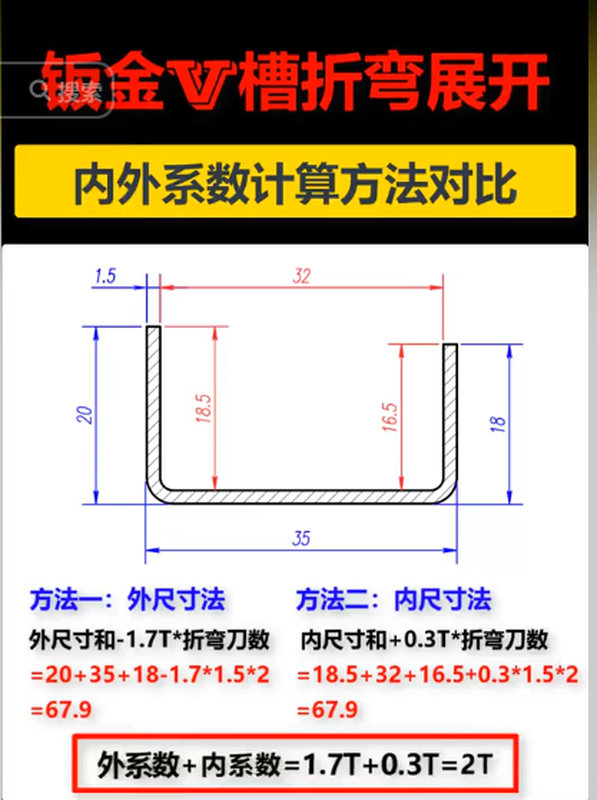
图中结构为标准U型钣金件,折弯处采用V型模成形。材料厚度T为1.5mm,折弯边尺寸分别为20mm、35mm和32mm等,角度均为90°。实际成形中,展开长度的计算不是简单尺寸相加,而需扣除或补偿因折弯产生的材料变形——这正是“系数法”的意义。
二、两种计算方法详解
1. 外尺寸法(外尺寸 + 外系数)
外尺寸法的核心在于:用折弯外边尺寸相加,然后扣除一个“折弯补偿量”。如图示:
- 计算公式为: 複製編輯
展开长 = 20 + 35 + 18 – 1.7 × 1.5 × 2 = 67.9mm其中:- “1.7”为外系数
- “1.5”为材料厚度T
- “2”为折弯数量(2处90°折弯)
该方法适用于外观尺寸为关键要求的零件,如机箱、护罩等外壳结构件。
2. 内尺寸法(内尺寸 + 内系数)
内尺寸法则从折弯内侧尺寸出发,并补偿折弯量,即加上相应“内系数”。
- 计算公式为: 複製編輯
展开长 = 18.5 + 32 + 16.5 + 0.3 × 1.5 × 2 = 67.9mm其中:- “0.3”为内系数
- 同样T为1.5,折弯数为2
该方法适用于结构定位与空间配合要求高的零部件,如框架、支架等功能性钣金件。
三、外系数 + 内系数 = 2T 的关键结论
从图中可得出一个工程实用的结论:
外系数 + 内系数 = 1.7 + 0.3 = 2(即 2T)
这是折弯补偿理论中的核心经验公式,即在不考虑K因子的情况下,两种计算方法的补偿总量是等价的,均为材料厚度的两倍。这一规律广泛应用于各类V型折弯场景。
四、在钣金工程中的实际应用
- 程序编程优化:数控折弯编程时,选择对应的系数(如1.7、0.3)可以显著提高一次成型精度,减少试模次数。
- 工程图纸标准化:在图纸设计中,明确采用哪种计算法及相应的系数,有助于制图员、编程员、现场技师之间的信息一致。
- 尺寸稳定性控制:对于批量折弯零件,展开尺寸计算的科学性直接决定了产品一致性。
- 折弯工艺数据积累:将“材料厚度+模具V槽宽度+折弯角度+补偿系数”系统归档,是数字化钣金加工工厂迈向智能制造的重要基础数据。
五、结语
在钣金加工行业,每一个折弯角度背后都蕴含着精准的数学逻辑与经验积累。通过合理应用外尺寸法、内尺寸法及其系数配比,钣金工程师可实现高效、高精度的展开计算,极大提升产品的品质与交付效率。
中山市鑫捷金属有限公司等专业钣金工厂已将此类展开计算标准化应用于生产实践中,推动钣金工艺从“经验驱动”迈向“数据驱动”,为客户提供更加可靠的定制钣金解决方案。