在钣金加工领域,翻边结构(Flanging)是连接、加固和保护边缘的常见工艺形式。合理控制翻边的高度H与圆角半径R,不仅关系到零件的结构强度和外观质量,更是钣金件设计规范中不可或缺的一环。本文将依据翻边设计标准图示,从内翻边与外翻边两方面进行深入解析,为钣金工程设计与生产提供实用指导。
一、翻边在钣金加工中的作用
翻边是指在钣金边缘处对材料进行一定角度和高度的折弯处理,通常形成内折或外张结构。其主要功能包括:
- 提高边缘强度,防止变形;
- 提供装配面或焊接面;
- 避免刮伤手或物体,提高安全性;
- 作为结构定位基准或连接孔增强结构。
在非标钣金加工中,翻边设计的合理性,决定了成形后的工艺可行性与产品性能。
二、内翻边(H)高度与圆角(R)设计规范
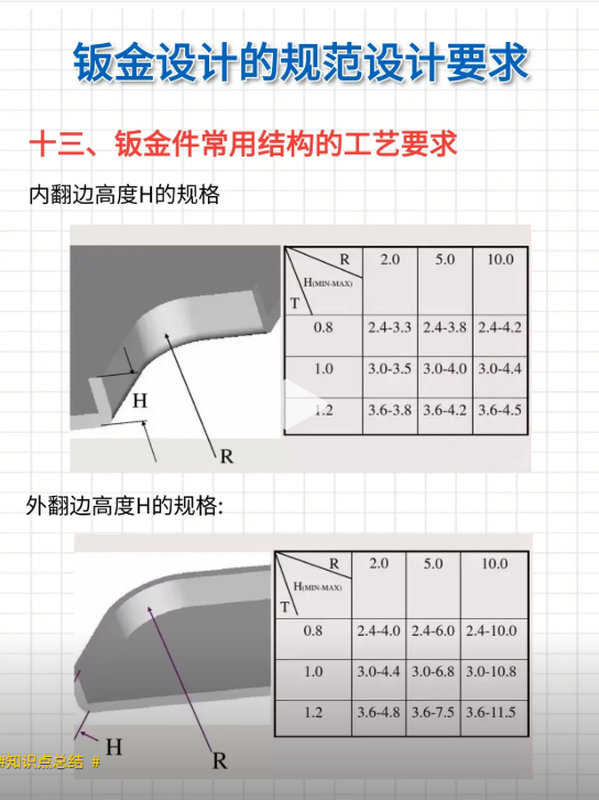
如图上半部分所示,内翻边结构需考虑材料厚度(T)、最小翻边高度(H)与圆角R之间的关系。以下为内翻边常见设计标准:
| 板厚T(mm) | R=2.0mm | R=5.0mm | R=10.0mm |
|---|---|---|---|
| 0.8 | 2.4–3.3 | 2.4–3.8 | 2.4–4.2 |
| 1.0 | 3.0–3.5 | 3.0–4.0 | 3.0–4.4 |
| 1.2 | 3.6–3.8 | 3.6–4.2 | 3.6–4.5 |
设计建议:
- 最小翻边高度H 通常为板厚的3倍起步;
- 圆角半径R 越小,翻边易裂纹,建议控制在板厚的2.5倍以上;
- 板厚增加后,应同步提升R与H值,避免翻边处回弹或开裂。
三、外翻边(H)高度与R参数规范
图纸下半部分展示了外翻边的设计要求,其数据相比内翻边略大,原因在于外翻结构应力集中区位于外侧,更容易变形。
| 板厚T(mm) | R=2.0mm | R=5.0mm | R=10.0mm |
|---|---|---|---|
| 0.8 | 2.4–4.0 | 2.4–6.0 | 2.4–10.0 |
| 1.0 | 3.0–4.4 | 3.0–6.8 | 3.0–10.8 |
| 1.2 | 3.6–4.8 | 3.6–7.5 | 3.6–11.5 |
设计建议:
- 外翻边在装饰性结构中常用于外观优化,应保证翻边边缘整齐光滑;
- 外翻边在冲压模具中压力较大,应采用逐步成形工艺;
- 外翻边宜搭配较大R角,避免应力集中和成形开裂。
四、钣金工程中翻边工艺的实操经验
1. 模具角度与折弯力控制
- 内翻边常用凸模为30°~45°;
- 外翻边因成形角度大,应使用多段压模。
2. 材料选择与厚度匹配
- 铝板与不锈钢的翻边性能差异较大,需区别设置翻边H/R值;
- 镀锌板表面脆性层影响R区延展性,建议适当提高R值。
3. 翻边顺序与板料预处理
- 翻边应作为后段工序,避免因中途搬运变形;
- 翻边前应进行去毛刺或倒角处理,防止压模伤痕。
五、数字化钣金设计中的翻边校验
在现代钣金工程中,借助CAD/CAE软件可实现翻边结构的预校验与仿真分析:
- SolidWorks中设置“Hemming”功能可快速验证翻边高度与可行性;
- UG/Siemens NX通过钣金模块模拟成形路径,预测回弹与应力集中;
- 钣金展开图中自动标注翻边线,有利于激光切割或数控下料。
这类数字化工具大幅提升了翻边设计的准确性与生产效率,是智能化钣金制造的关键环节。
结语:翻边标准是实现精密钣金加工的重要保障
翻边虽小,却关乎结构、强度与装配的三大要素。只有在严格遵循钣金加工标准的基础上,才能打造出满足精密需求的非标钣金件,特别是在电气柜、医疗设备外壳、工控结构件等高可靠性场景中,规范化设计不可忽视。
翻边H与R不是设计的随意项,而是工艺性与力学性的平衡结果,是每一位钣金工程师必须掌握的专业技能。