在钣金加工行业中,推平(Flattening)是一种对钣金件进行几何修正的关键工艺,常用于去除弯折、滚边或预成形后造成的局部翘曲与应力变形,确保成品平整度与装配精度。本文结合典型推平成形工艺图纸,从工艺阶段、模具机构到钣金工程设计要求,详细解读其在实际钣金件制造过程中的应用价值。
一、推平工艺的定义与适用场景
推平,属于钣金成形工艺的一种,是利用特制模具与压力机构将钣金件的凸起、折边或弯曲区域进行压整,使其趋于平整。适用于以下场景:
- 大型钣金件在冲压或焊接后出现轻微变形;
- 弯边结构后形成残余应力;
- 滚边或包边工艺结束后需要平整边角;
- 钣金底座类零件要求与安装面完全贴合。
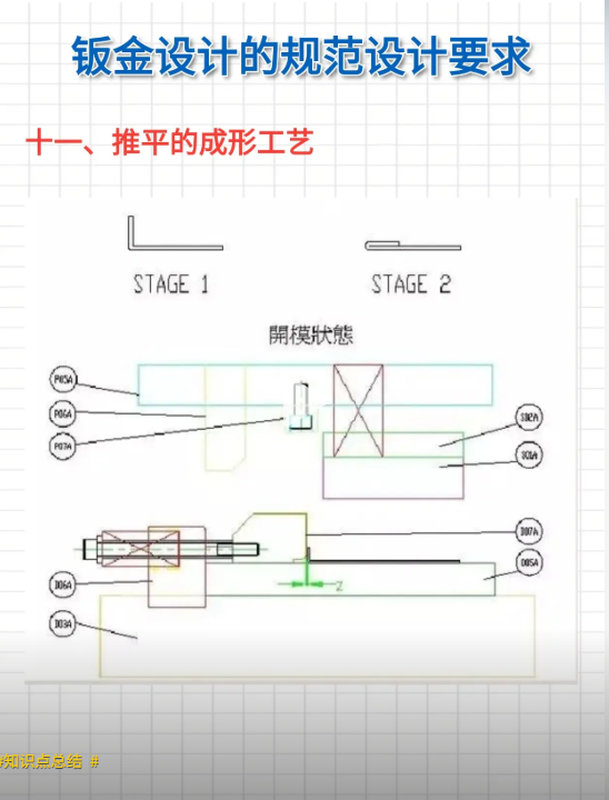
二、推平工艺的两阶段成形过程(图示解析)
从图中可以看出,整个推平工艺分为两个主要阶段(STAGE 1 与 STAGE 2):
STAGE 1:初步压整
- 目的:对原始弯边或翘曲边缘进行初压;
- 特征:模具设置角度较缓,避免一次成形造成材料损伤;
- 过程控制:结合弹簧力或缓冲气缸辅助压制,控制残余应力释放。
STAGE 2:终压定形
- 目的:将钣金件推至目标平整状态;
- 特征:成形模与下模完全贴合,形成压整闭环;
- 工艺要点:需控制模具间隙,避免出现压痕、凹陷。
三、模具结构设计分析(图纸详解)
图中展示了典型的推平模具开模状态,包括多个结构组成单元:
- P03A、P04A系列:可能为模具导向柱与缓冲弹簧结构,用于对准与缓压;
- S02A、S03A:分别代表推板与上模压板;
- D05A:下模工作台,与钣金件直接接触;
- Z轴驱动单元:下压运动方向为Z向,控制压平的主动力源;
- 107A机构:可能是液压缸/气缸机构,提供推力;
- 109A:动作限位或模具回位结构,确保成形周期稳定。
整个模具在“开模状态”下保持结构张力,待压制时同步闭合,保证推平精度。
四、钣金加工中的推平工艺优势
在实际非标钣金件批量加工中,推平成形工艺可显著提升成品一致性与可装配性:
| 优势 | 描述 |
|---|---|
| 平整度高 | 可达±0.1mm以内,满足高精度装配 |
| 降低返修率 | 消除由于热处理或冲压产生的翘曲 |
| 模具成本低 | 模具结构相对简单,适合中小批量 |
| 适配多种材质 | 不锈钢、冷轧板、铝合金等均适用 |
五、钣金工程设计中的推平考虑
- 工艺预留量:在前道成形设计中需预留推平压余量,一般为0.5~1.0mm;
- 材料回弹率:依据材质不同,需考虑模具压深与回弹补偿;
- 下模材质选择:建议采用硬质合金或淬火钢,避免模面损伤;
- 成形顺序规划:推平工艺应在最后一道工序或装配前完成,以保证尺寸最终性。
六、总结:标准化推平设计是提升钣金品质的保障
随着自动化钣金工程的发展,推平工艺已成为不可忽视的质量控制手段。特别是在电控柜结构、工业底板、配电板、非标机架类钣金加工中,推平模具的规范化设计直接关系到产品可靠性与企业交付效率。
推平不仅仅是“压平”,它是对钣金应力结构的再次优化,是从钣金工程角度实现装配精度控制的关键一步。