在钣金加工行业中,钣金工程设计的规范性直接影响产品的成形质量、加工效率与模具寿命。尤其是在涉及深凸成形与卷圆成形等关键工艺时,合理的钣金设计不仅提升结构强度,更有助于控制成本。本文结合标准图示资料,详细解析钣金件的深凸加工与卷圆成形过程,并融合典型钣金加工厂的经验,帮助从事钣金结构设计与非标钣金定制的技术人员精准掌握要点。
一、钣金加工中的深凸成形工艺解析
1. 定义与应用
深凸成形是一种将平板金属通过模具拉伸成具有一定深度的壳体或盲腔结构的钣金成形工艺,广泛应用于电控箱、仪器罩壳、五金外壳等钣金件的制造过程中。
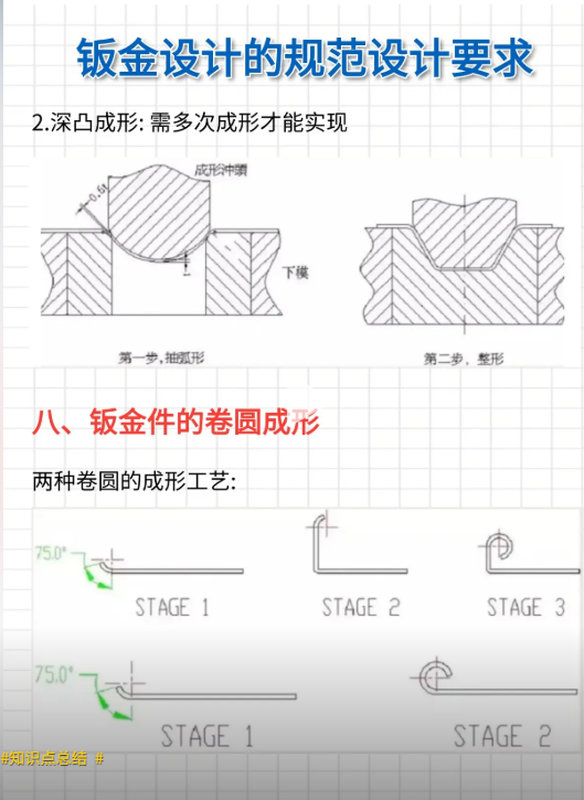
2. 工艺分步解析(如图所示)
- 第一步:拉伸成形
利用凸模推动金属板材进入凹模中,实现初步变形; - 第二步:整形修正
对壁厚不均、回弹结构进行精准修整,确保尺寸一致性与结构对称。
3. 为什么需要分两步完成?
- 材料延展性受限,一次性变形易裂;
- 模具压力分布不均,易导致褶皱或结构退形;
- 分步深拉可控制钣金件各部位壁厚,防止加工应力集聚。
4. 深凸结构的钣金设计建议:
- 拉深比(深度/直径)超过1.7时,需采用多次拉伸工艺;
- 圆角半径建议不小于1.5×板厚;
- 模具间隙宜控制在板厚×1.1~1.2之间;
- 润滑剂使用必须规范,以保护模具寿命与钣金表面质量。
二、卷圆成形:提升钣金件结构边缘品质的关键工艺
1. 卷圆工艺定义
卷圆是一种通过多道折弯逐步将钣金边缘收卷成圆形结构的工艺,广泛用于钣金箱体边缘、包边结构、设备外壳防护边的制造,是非标钣金加工中常见的一道精整工序。
2. 两种卷圆成形工艺(如图展示)
工艺路径A:
- STAGE 1:先折出75°折角;
- STAGE 2:加压至弯折角达120°;
- STAGE 3:完成圆弧结构。
工艺路径B:
- STAGE 1:起始弯折角较缓;
- STAGE 2:进行二次卷曲;
- STAGE 3:收口形成闭环结构。
3. 卷圆的工程价值:
- 提升钣金结构的边缘强度与安全性;
- 美化成品外观,提升外壳品质;
- 防止因尖锐边缘造成割伤或配件损伤;
- 有利于设备密封边、连接位的装配稳定性。
三、钣金工程设计中的规范参数建议
| 工艺参数 | 建议标准 | 说明 |
|---|---|---|
| 卷圆内径 | ≥2×板厚 | 防止卷边开裂或内应力集中 |
| 深拉圆角 | ≥1.5×板厚 | 减少金属疲劳裂纹 |
| 成形顺序 | 卷边最后 | 保证尺寸与整机装配准确 |
| 折弯公差 | ≤±0.2mm | 控制钣金件装配误差 |
四、适用于非标钣金加工的实际建议
中小型钣金加工厂在进行非标钣金件定制时,往往面临产品结构多样、模具成本高、批量弹性大等挑战。通过规范化的深凸与卷圆设计,可有效:
- 提升一次成品合格率;
- 降低模具磨损与维修频次;
- 避免结构误差导致的返工风险;
- 缩短钣金打样周期,提升整体交期响应能力。
五、结语:打造高质量钣金结构,从合理设计开始
在激光切割、数控折弯、模具冲压广泛应用的今天,钣金加工已进入精细化与工程化阶段。无论是批量生产的电气控制箱,还是个性定制的自动化设备外壳,深凸与卷圆工艺的合理运用都是实现结构强度与美观兼顾的关键。
作为钣金工程师或工艺师,理解工艺背后的成形机理,结合加工能力进行设计优化,才能在激烈竞争中实现降本提效,提升钣金加工品质与市场竞争力。