钣金设计是制造行业中实现高效、精准加工的重要环节。以下基于题目提供的图纸内容,分析钣金设计的规范要求及其实施工艺,重点探讨“圆孔翻边”过程。
一、圆孔翻边的设计要求
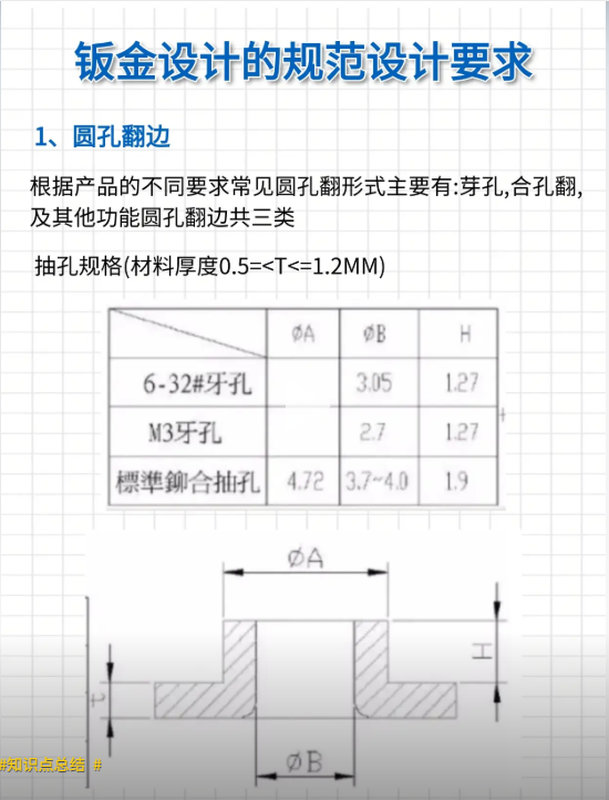
图纸标题为“钣金设计的规范设计要求”,第一部分聚焦“圆孔翻边”。要求指出:
- 板厚产品的不同要求常见圆孔翻边形式,主要涉及A、B、C、D四种规格。
- 翻边内孔直径范围为0.5<T<1.2mm,表明适用于薄板钣金,T为材料厚度。
规范要求圆孔翻边需确保加工精度和结构强度。图表提供了具体尺寸:
- 6-32#牙孔:φA=3.05mm,H=1.27mm。
- M3牙孔:φA=2.7mm,H=1.27mm。
- 標準鉚合抽孔:φA=4.72mm,φB=3.7-4.0mm,H=1.9mm。
这些数据表明,翻边高度H和内孔直径φA需根据螺纹规格(如6-32或M3)匹配,确保紧固件装配时的稳定性和密封性。
二、工艺分析
- 翻边工艺:
- 当T<1.2mm时,采用单次冲压或旋压工艺完成翻边。图示中H值(1.27mm或1.9mm)略大于或等于T,符合薄板翻边规范(H通常为1-2倍T)。
- 翻边内径φA需通过模具控制,误差范围应小于±0.1mm,以避免螺纹松动。
- 尺寸要求:
- φB(3.7-4.0mm)表示翻边外径范围,设计上需确保材料延展性,避免开裂。
- 高度H的控制需结合冲压设备精度,确保一致性。
三、规范设计要点
钣金圆孔翻边设计需遵循以下原则:
- 材料选择:选用冷轧钢板或不锈钢,厚度T控制在0.5-1.2mm范围内,延展性良好。
- 加工精度:翻边角度误差±1°,尺寸公差符合GB/T 1804。
- 力学性能:翻边部位需经模拟验证,防止应力集中导致变形。
- 表面处理:翻边后进行去毛刺和防锈处理(如镀锌),提升耐久性。
四、实践应用
题目强调“如果A面和B面的平面度要求较高”,需采用高精度数控冲床和模具,确保翻边部位的平面度偏差小于0.1mm。检测可使用三坐标测量仪,验证φA和φB的同轴度及H的高度一致性。此外,翻边工艺需根据材料厚度和孔径调整冲压力,避免材料损伤。
结论
钣金圆孔翻边设计是连接和紧固的关键工艺。通过规范尺寸(如φA、φB、H)、优化工艺(如T<1.2mm单次成形)并严格控制精度,可确保零件质量。对于高平面度要求,需结合先进设备和检测手段。未来,智能制造技术的引入将进一步提升钣金设计的效率和可靠性。