“沙拉孔”通常指沉头孔或锥形孔,其主要目的是让螺钉或铆钉的头部完全埋入钣金件表面以下,使表面保持平整,避免突出物。这在需要光滑表面的场合(如装配面板、外壳)尤为重要。
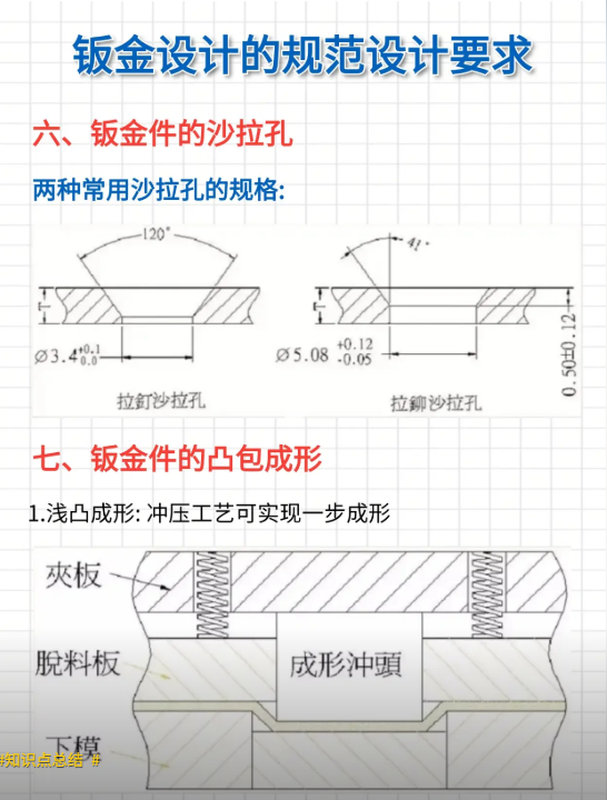
两种常用沙拉孔的规格
- 左图(拉铆沙拉孔)
- 孔径:φ3.4⁺⁰.¹/₋₀.₀ mm
标称直径为3.4mm,公差范围为上偏差+0.1mm,下偏差-0.0mm。 - 锥度角度:120°
沉头锥面夹角为120°,适用于标准120°锥角的沉头铆钉。
- 孔径:φ3.4⁺⁰.¹/₋₀.₀ mm
- 右图(拉铆沙拉孔)
- 孔径:φ5.08⁺⁰.¹²/₋₀.₀₅ mm
标称直径为5.08mm,公差范围为上偏差+0.12mm,下偏差-0.05mm。 - 锥度角度:90°
沉头锥面夹角为90°,适用于标准90°锥角的沉头螺钉(如平头内六角螺钉)或某些铆钉。 - 板厚要求:右侧标注的0.50±0.12可能指板厚范围或沉头深度与板厚的关系,需结合上下文确认。
- 孔径:φ5.08⁺⁰.¹²/₋₀.₀₅ mm
设计要点
- 孔径公差需严格控制,确保与紧固件匹配。
- 锥度角度需与螺钉/铆钉设计一致,避免装配困难。
七、钣金件的凸包成形(Embossing / Bubble Forming)
定义
凸包成形是一种钣金加工工艺,通过冲压在板材上形成局部的凸起或凹陷,增强局部强度、提供定位功能、形成散热片或装饰。
1. 浅凸包成形
- 工艺特点:
冲压可实现一步成形,简化生产流程,提高效率。浅凸包因深度较小,适合单次冲压。 - 图示解释
- 夹板:位于上方,夹紧材料。
- 脱料板:位于下方,成形后推出工件。
- 成形冲头:位于中间,在压力作用下使板料塑性变形。
- 下模:位于最下方,与冲头配合,确定凸包形状和尺寸。
设计要点
- 一步成形需确保模具精度,凸包高度和形状与设计一致。
- 材料延展性需满足冲压要求,避免开裂。
总结
钣金设计中的沙拉孔和凸包成形是提升装配性、功能性和外观的关键工艺。规范的孔径、锥度角度及成形工艺选择,直接影响产品质量和制造成本。严格控制公差、优化模具设计是确保性能的关键。如需深入探讨材料选择或工艺细节,可进一步提问。