在精密的鈑金設計與製造領域,產品的最終品質在很大程度上取決於對成形工藝的深刻理解和精準應用。從伺服器機箱到精密的電子設備外殼,巧妙的折彎和邊緣處理技術不僅關乎結構的穩固性,也直接影響著產品的外觀和性能。圖片中提到的「山折」和「翻邊」正是兩種在鈑金加工中極具代表性且至關重要的成形工藝。
四、山折的成形工藝:打造嚴苛的Z形結構
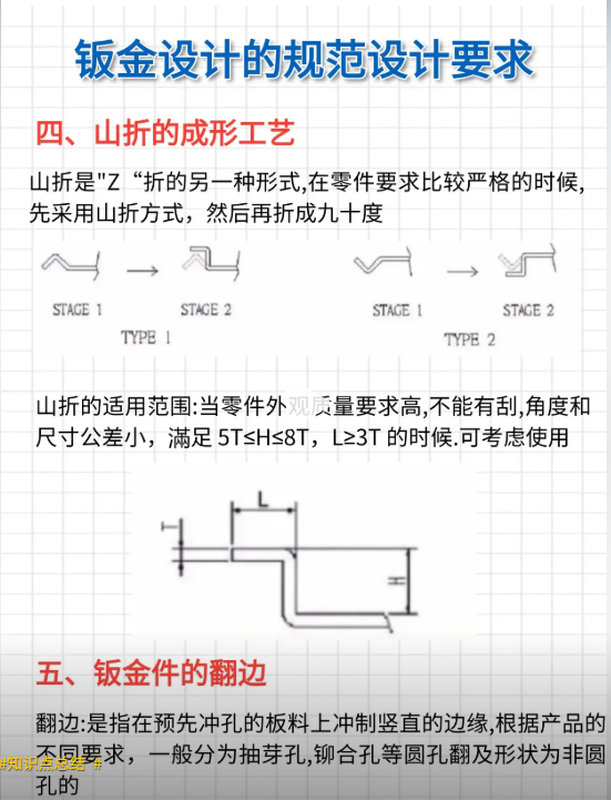
在鈑金加工中,Z形折彎是一種常見的結構形式,但當零件的精度和外觀質量要求達到一個比較嚴格的水平時,一種被稱為「山折」的特殊工藝便應運而生。
什麼是山折?
山折,可以理解為Z形折彎的一種優化或變種形式。從圖片的示意圖(TYPE 1)可以看出,標準的Z折可能一次成形,但容易在拐角處產生應力集中、變形或刮傷。而山折工藝則採用了分步成形的方式:
- STAGE 1: 首先,將鈑金進行一個預折彎,通常是一個小於90度的鈍角。
- STAGE 2: 然後,再反向進行第二次折彎,最終形成所需的九十度直角結構。
這種兩步走的工藝,雖然增加了工序,但能有效分散成形過程中的應力,減少材料的過度拉伸和變形,從而保護板材的表面質量,並確保最終成品的尺寸精度。TYPE 2則展示了另一種可能的山折路徑,同樣是通過預折彎來優化最終的成形效果。
山折的適用範圍
並非所有Z折都需要採用山折工藝。它的應用有其特定的條件,主要針對那些對細節有高要求的場合。根據圖中所示的規範,考慮使用山折的條件為:
- 外觀質量要求高: 產品表面不允許有明顯的刮痕或折彎瑕疵。
- 尺寸公差小: 對折彎後的高度(H)和邊緣長度(L)有嚴格的公差要求。
- 特定的幾何尺寸關係:
- 折彎高度 H 應介於板材厚度 T 的5倍到8倍之間(5T≤H≤8T)。這個範圍確保了折彎既能穩定成形,又不過於極限。
- 折彎邊緣長度 L 應至少為板材厚度 T 的3倍(L≥3T)。這為夾持和折彎提供了足夠的材料,避免了因材料過短而導致的加工困難或撕裂。
當設計滿足上述條件時,採用山折工藝將是確保產品質量的明智選擇。
五、鈑金件的翻邊:功能與美學的邊緣藝術
翻邊,是另一項在鈑金加工中廣泛應用的工藝。它指的是在預先沖好孔的板料上,通過模具的壓力,將孔的邊緣向上或向下衝壓,形成一個豎直的邊緣。這種工藝不僅僅是為了美觀,更承載了多樣的功能性需求。
翻邊的作用
- 增強結構強度: 翻出的豎直邊緣相當於增加了一條「肋」,極大地增強了薄板件開孔區域的剛性和強度。
- 提供裝配接口: 翻邊可以形成用於螺紋連接的底孔(抽牙),或用於鉚接的定位孔,簡化裝配流程。
- 走線與散熱: 在機箱、機櫃類產品中,翻邊孔常用於電線的佈置與保護,光滑的翻邊可以避免線纜絕緣層被鋒利的板材邊緣割傷。同時,一些特殊形狀的翻邊(如百葉窗)還具備通風和散熱的功能。
- 美化外觀: 光滑、規整的翻邊可以取代鋒利的沖孔邊緣,提升產品的精緻度和安全性。
常見的翻邊類型
根據產品的不同需求,翻邊可以分為多種類型,如圖中提到的:
- 抽牙(抽芽孔): 在較薄的板材上翻出一個較小的孔,然後在孔內壁攻出螺紋,用於代替焊接螺母,實現經濟、高效的螺絲鎖附。
- 鉚合孔: 翻出一個用於定位或鉚接的孔,通常要求翻邊的高度和孔徑有較高的精度,以確保鉚接的牢固性。
- 圓孔翻邊及形狀為非圓孔的翻邊: 這是最常見的翻邊形式,除了圓孔,還可以對長圓孔、方形孔以及其他不規則形狀的孔進行翻邊處理,以滿足不同的設計需求。
總而言之,山折與翻邊作為鈑金設計與製造中的關鍵工藝,體現了現代製造業對精度、效率和成本控制的綜合追求。一個優秀的鈑金設計師,必須熟練掌握這些工藝的原理和適用條件,才能在設計階段就預見並解決潛在的製造問題,從而創造出兼具功能性與美學價值的優質產品。