钣金设计是现代制造业中确保零件加工精度、结构稳定性和使用寿命的重要环节。以下结合题目提供的图纸,探讨钣金设计的规范要求及其实施要点。
一、钣金件的段曲成形
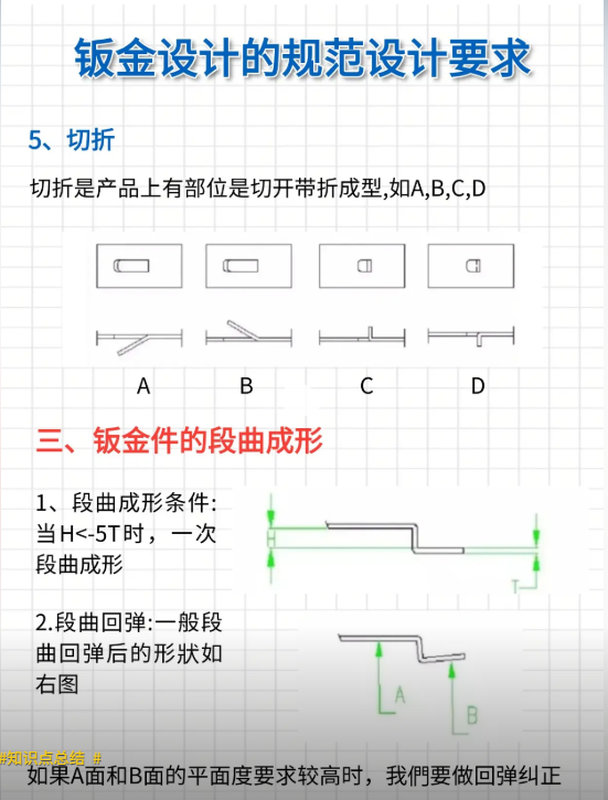
图纸第一部分展示了四种可能的弯曲形状(A、B、C、D)供选择:
- A:单侧弯曲,角度较小。
- B:双侧不对称弯曲。
- C:单侧直线延伸。
- D:多段弯曲,较为复杂。
规范要求钣金件的弯曲成形需考虑材料延展性、加工设备能力及装配需求。D选项的多段弯曲设计能适应复杂几何形状,减少应力集中,符合钣金加工中对灵活性和强度的要求。因此,推荐选择D作为段曲成形的标准方案。
二、钣金件的段曲成形工艺
第二部分图示提供了两种段曲成形示例:
- 段曲成形件:标注了H<5T时采用一次成形。H为弯曲高度,T为材料厚度。规范规定当H小于5倍厚度时,一次成形可降低材料开裂风险,适用于薄板钣金(如0.5-2mm钢板),确保成形精度。
- 段曲成形件:图中A、B点表示多段弯曲的起始和终点,中间通过渐进弯曲实现过渡。这种设计适用于需要多角度连接的钣金件,优化了力学性能。
三、规范设计的要求
钣金设计的规范包括以下关键点:
- 材料选择:选用符合GB/T 708的冷轧钢板或不锈钢,厚度根据设计需求选择。
- 加工精度:弯曲角度误差控制在±1°以内,尺寸公差符合GB/T 1804。
- 力学验证:通过模拟分析确保弯曲部位的应力分布,避免变形。
- 表面处理:成形后进行去毛刺、抛光或镀锌,防止腐蚀。
四、实践中的应用
题目提到“如果A面和B面的平面度要求较高”,需严格控制。实践中,建议使用数控冲床或折弯机,并通过模具优化确保平面度偏差小于0.1mm。定期使用三坐标测量仪检测,满足高精度需求。
结论
钣金设计的规范是制造质量的核心。通过选择合适的弯曲方案(如D),优化成形工艺(如H<5T一次成形),并严格控制精度和表面处理,可显著提升钣金件的性能。对于高平面度要求,需引入先进设备和检测技术。未来,结合智能制造将进一步推动钣金设计发展。