在上一篇文章中,我们探讨了“空折”与“正反折”这两种考验钣金加工厂家基本功的工艺。然而,精密钣金的世界远不止于此。今天,作为一家深耕于佛山制造业核心圈的钣金加工厂家,我们将继续深入,揭示更精细化的工艺——“切折”成型与“段曲成形”中至关重要的回弹控制。这些细节,是衡量一家供应商能否承接高要求、高精度订单的真正标尺。
3. “切折”工艺:于方寸之间创造功能
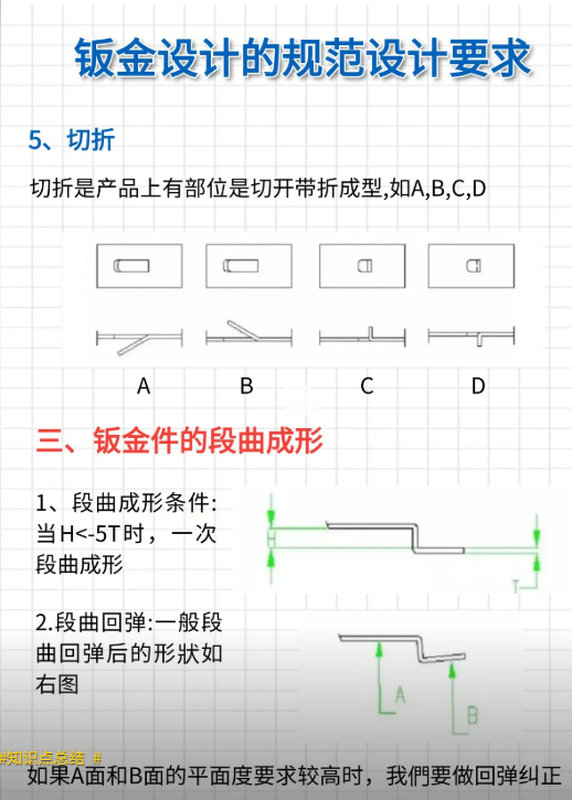
如图所示,“切折”是一种极具巧思的加工方式。它并非完全切断材料,而是在板材上切开特定的轮廓线,再将被切部分折弯成型,形成如A,B,C,D所示的各种结构。
- 应用场景: 这种工艺被广泛用于制造散热百叶窗、卡扣、定位凸点、加强筋或用作固定的挂钩。它能在不增加额外零件的情况下,直接在主体上创造出所需的功能性结构,是现代产品设计中实现轻量化和紧凑化的常用手段。
- 技术挑战与佛山厂家的实力: “切折”的难点在于“切”与“折”的联动控制。刀具的锋利度、下刀深度、折弯角度,以及与材料延展性的配合,都必须恰到好处。控制不当,容易导致根部撕裂或成型角度不足。我们通过使用先进的数控冲床(NCT)集成模具,能够一次性完成“切-折”动作,确保成型位置精准,根部连接可靠,完美实现客户的设计意图。
4. “段曲成形”:与“回弹”的博弈
“段曲成形”(Offset Bending)在上一篇的“正反折”中有所提及,但这里的图片资料揭示了更深层次的生产规范。
- “H<5T”黄金法则: 图中明确指出,“当H<5T时,一次段曲成形”。这里的H指段差的高度,T指材料的厚度。这是一个核心的生产经验法则。它意味着,当段差高度小于5倍料厚时,我们可以通过一次性的冲压工序高效完成,保证了生产效率和成本控制。如果设计超出了这个范围,则需要更复杂的工步或特殊模具。作为一家专业的佛山钣金厂家,我们在设计评审阶段就会为客户指出这一点,从源头优化方案。
- 最大的敌人——“回弹”(Springback): 图片的最后部分点明了精密钣金加工中最棘手的问题之一:“回弹”。金属在被弯曲后,由于内部应力的作用,会有一个恢复到原来形状的趋势,这就是回弹。如图所示,一个理想的直角段曲,回弹后可能会变成带有弧度的钝角,导致A面和B面的平面度严重下降。
- 我们的对策——回弹矫正: 当图纸对A面和B面的平面度有极高要求时,我们就必须进行“回弹矫正”。这通常通过“过折弯”(Overbending,即折弯角度比目标角度更小一点)或使用带有补偿修正功能的模具来实现。这需要对不同材料(如不锈钢、铝板、冷轧板)的回弹系数有大量的经验数据积累,并结合精确的计算。这正是我们这类专业厂家与普通作坊的核心区别——我们不只是完成折弯,我们是预判并战胜“回弹”,最终交付高平面度、高精度的合格产品。
结论:选择懂工艺、通规范的佛山合作伙伴
从“切折”的巧妙应用,到对“段曲成形”中“H<5T”规则的运用,再到对“回弹”这一行业难题的精准矫正,体现了一家钣金加工厂家的技术底蕴和品质承诺。
在佛山,选择一个钣金加工的合作伙伴,不仅仅是选择一台设备,更是选择其背后的技术知识库和质量控制体系。如果您对产品的精度和细节有不妥协的追求,欢迎与我们联系。让我们用深厚的专业知识,确保您的每一份图纸,都能转化为无可挑剔的实体产品。