在钣金设计与加工中,准确的折弯展开尺寸计算对产品装配精度和加工效率具有决定性影响。尤其是在使用SolidWorks进行钣金设计时,合理设置“折弯扣除值”与“K因子参数”,不仅是确保图纸与实物一致的重要手段,更是控制成本、提高良率的核心环节。
一、什么是折弯扣除(Bend Deduction)
折弯扣除(Bend Deduction,简称BD)是钣金展开计算中的关键值,用于描述钣金件在折弯成型后实际长度与展开长度之间的差异。其核心公式为:
展开长度 = 两边直段长度之和 – 折弯扣除
这意味着,在SolidWorks中定义钣金时,正确设置折弯扣除值,系统才能自动计算出精确的展开尺寸,避免生产过程中出现偏差。
二、K因子的作用及设置原理
K因子是钣金折弯中另一个重要参数,用于描述材料中性层在厚度方向上的位置。具体定义为:
K = t / T
其中,t 为中性层到内弯边的距离,T 为材料厚度
不同材料、厚度、折弯角度、模具形式(如V型模、U型模)都会影响K因子的取值。
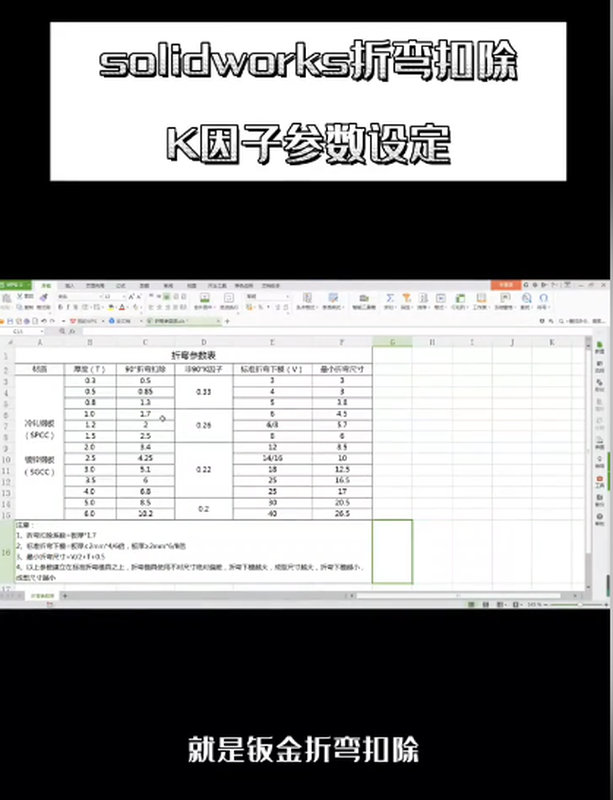
从图中Excel表格可见,常见K因子值如下所示:
| 材料厚度 (mm) | 折弯半径 R | K因子 | 折弯系数 Bf | 折弯扣除 BD(mm) |
|---|---|---|---|---|
| 1.0 | 1.0 | 0.4 | 0.43 | 2.3 |
| 1.2 | 1.2 | 0.38 | 0.42 | 2.7 |
| 1.5 | 1.5 | 0.35 | 0.41 | 3.1 |
注:表中“SPCC”为冷轧钢板,“SUS”为不锈钢,“AL”为铝合金。K因子一般取值范围为0.3~0.5,R越大K值越高。
三、SolidWorks中如何设置折弯参数
在SolidWorks的钣金特征中,进入“钣金参数”设置界面,可以手动输入或引用表格(如上图Excel表)中的折弯扣除或K因子参数。设置方式有三种:
- 使用K因子:适合标准化大批量加工,用于中性层控制较稳定的工艺;
- 使用折弯扣除值(BD):适合精密件,尤其是尺寸要求高的结构件;
- 使用折弯系数(Bend Allowance):在某些地区或企业中更常用,原理与K因子类似,但基于另一种公式。
设置路径:
插入 > 钣金 > 钣金参数 > 折弯计算方式选择 K-Factor 或 Bend Deduction
四、参数选择建议与实际应用
在钣金实际加工中,建议根据以下原则选用参数:
- 对新产品或新材料,先通过试折样品,实测折弯后展开尺寸,修正K值或折弯扣除值;
- 建立标准折弯参数表(如图所示),按材料与厚度区分,统一用于SolidWorks设计;
- 针对激光切割与折弯一体化工艺,可使用带注释的“展开图纸”输出,避免人工误差;
- 不锈钢建议使用较低的K因子(如0.35左右),铝合金略高(如0.45)。
五、总结
折弯扣除值与K因子的正确设置,是连接设计与制造的桥梁。使用SolidWorks进行钣金建模时,应参考企业实际加工工艺与经验数据,通过标准化参数库、持续测试修正的方式,确保设计精准、生产高效。尤其对于精密钣金或高一致性要求的批量加工项目,标准化设置参数是企业实现降本增效的重要一步。