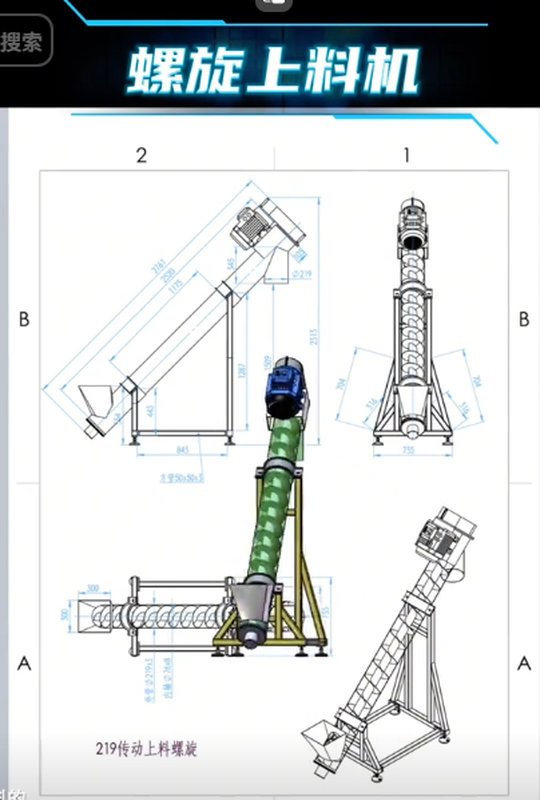
示中的螺旋输送机作为一种高效的物料运输设备,充分体现了钣金加工技术在工业制造中的深度应用。该图纸包含多视图设计(主视图、侧视图及局部细节),标注了精确的尺寸和结构参数,反映了从设计到加工的全流程技术要求。以下从技术角度分析其设计与制造特点。
1. 结构设计与钣金加工
螺旋输送机的核心部件为螺旋叶片与槽体,图中标注的尺寸(如总长约2190mm、宽度约750mm、倾斜角度约45°)表明其为定制化设计。螺旋叶片的制造依赖于精密钣金加工,首先通过激光切割或等离子切割从金属板材(如不锈钢或碳钢)上获取初始形状,随后进行折弯成型。图中螺旋叶片的连续性与均匀节距(如每节约150mm)要求高精度冲压和滚压工艺,确保物料输送的顺畅性。槽体则通过焊接与支撑框架连接,框架采用角钢或方管,经过折弯与组装,增强了整体刚性。
2. 驱动与安装技术
图中顶部配备电机(功率约0.75-1.5kW,视设计需求而定),通过减速器与螺旋轴连接,驱动物料沿倾斜方向输送。电机安装位置的精确对中和固定螺栓的分布(见图中标注的孔位)需要钣金加工中的钻孔与攻丝工艺,确保传动效率与稳定性。支撑框架的梯形设计,结合底部固定基座,体现了力学优化,减少了运行中的振动与偏载风险。
3. 表面处理与耐用性
钣金件在加工完成后,通常需进行表面处理以提升耐腐蚀性和使用寿命。图中绿色涂层提示可能采用了喷涂或热镀锌工艺,增强了设备在潮湿或腐蚀性环境中的适应性。此外,接料口与出料口的加固设计(见局部放大图)表明采用了焊接强化与边缘打磨技术,防止物料磨损或泄漏。
4. 技术难点与工艺优化
螺旋输送机的制造面临几个技术挑战:一是螺旋叶片的连续性与同心度,要求高精度数控机床加工;二是倾斜结构的稳定性,需通过有限元分析优化框架承重;三是装配精度,电机与螺旋轴的同轴度误差需控制在0.1mm以内。钣金加工厂需结合CAD/CAM软件进行三维建模与模拟,确保图纸与实物一致。
结论
这款螺旋输送机是钣金加工技术与机械设计结合的典范。其从原材料切割、成型到最终组装的每一步,都体现了精密制造的精髓。图纸中标注的“219年止止螺旋”可能为型号或批次标记,反映了工厂在长期实践中积累的经验。这款设备不仅满足了工业物料输送的需求,也为钣金加工行业的技术进步提供了范例。