在钣金加工中,展开扣除值是进行准确展开设计的关键参数之一。其核心作用在于:当我们在CAD或三维软件(如SolidWorks)中绘制钣金件并执行折弯操作时,需要将弯折部分的材料“虚拟地压缩”或“拉伸”,才能在平面图中还原出真实的加工展开尺寸。
为了便于日常生产计算,很多钣金工程师根据经验整理出不同角度、不同板厚下的扣除值参考表格。本文即围绕一张行业常用的经验表格,详解如何应用这些数值来提升展开准确率。
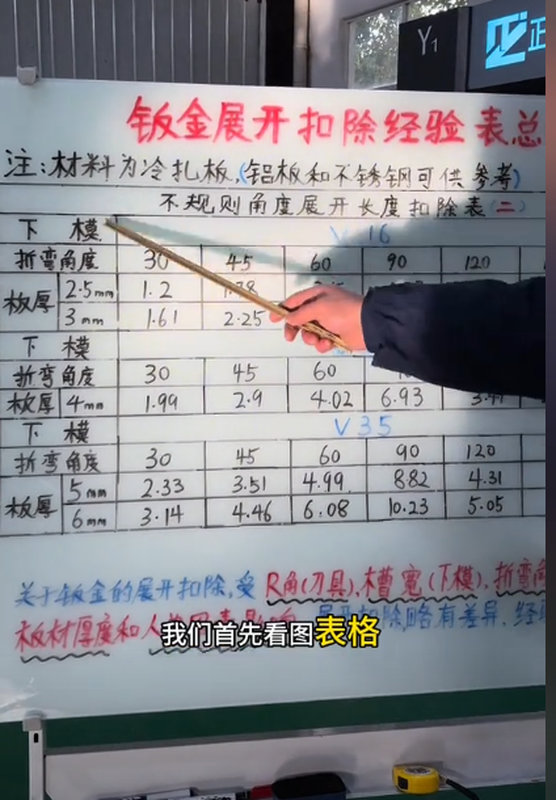
一、材料说明
该表格适用于:
- 冷轧钢板(SPCC、SPHC)
- 铝板和不锈钢板亦可参考使用,但需根据材料延展率适当修正。
二、折弯角度与板厚对展开扣除的影响
表格中列出了多组典型组合:
- 折弯角度:30°、45°、60°、90°、120°
- 板厚:2.5mm、3mm、4mm、5mm、6mm等
每种角度与板厚组合,对应一个经验性“扣除值”。举例如下:
| 板厚 | 折弯角度 | 扣除值(mm) |
|---|---|---|
| 2.5mm | 90° | 3.14 |
| 3mm | 90° | 3.66 |
| 4mm | 90° | 4.19 |
| 5mm | 90° | 4.91 |
| 6mm | 90° | 5.52 |
说明: 扣除值越大,表示折弯部位的材料变形越多,因此在展开图中“缩短”的部分越长。
三、如何使用这些数据?
在展开绘图或程序编制时,按照以下步骤进行:
- 确认板材厚度(如3mm)
- 确认折弯角度(如90°)
- 查表找出对应的扣除值(如3.66mm)
- 使用如下公式计算展开长度: 複製編輯
展开长度 = 两边直边长度之和 - 扣除值示例:
若钣金边长为A=20mm,B=20mm,扣除值为3.66mm,则: 複製編輯展开长度 = 20 + 20 - 3.66 = 36.34mm
四、表格优势与使用建议
- 快速查表,避免每次重复计算K因子或中性层位置
- 适合车间生产、技术员现场制图使用
- 建议根据企业常用板材自行校准数值,更贴近实际折弯精度
- 特殊角度或材料应进行实测或有限元验证
五、附加说明
在实际加工中,影响展开精度的因素除了板厚与角度,还包括:
- 折弯机设备精度
- 材料回弹特性
- 折弯半径与内R设计
- 加工批量与温湿度环境
因此,这些经验值应作为实操参考,而非绝对标准。
结语
钣金展开设计是一门融合理论与经验的技术活。通过使用系统整理的展开扣除经验表,可以大幅度提升设计效率、减少试错成本。在具备基本理论理解的基础上,结合企业实际情况逐步修正完善,将为钣金展开精度打下坚实基础。