钣金加工在现代制造业中占据重要地位,广泛应用于电子设备、汽车制造、建筑装饰等领域。其中,折弯包边工艺是钣金加工中常见的成型技术,能够通过折弯和包边形成复杂结构,增强零件的强度和美观性。本文将结合图示,重点探讨钣金折弯包边工艺中的内侧点焊技术,分析其工艺特点、优势及注意事项。
一、折弯包边工艺概述
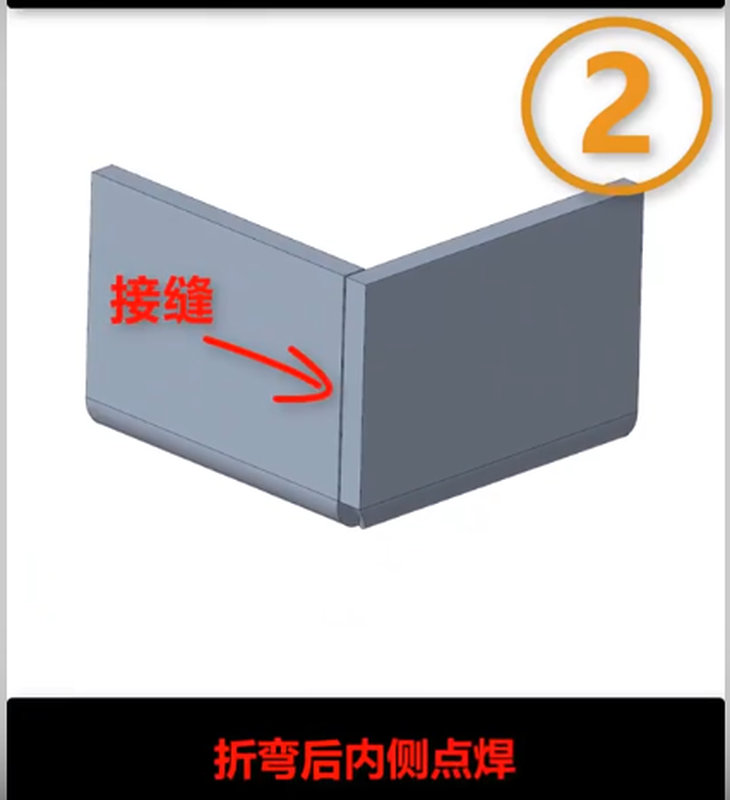
折弯包边是指通过折弯机将钣金板材折成特定角度后,将边缘部分进一步折叠,形成包裹结构的工艺。图中展示了一个典型的折弯包边结构,板材经过一次折弯形成直角后,边缘再次折叠,覆盖在另一侧板材上,构成一个包边效果。这种工艺常用于制作机柜、机箱外壳等需要增强边缘强度或隐藏锐边的零件。
图中标注了“接缝”处,表明包边后两部分板材的接触区域需要进一步固定。常见的固定方式包括焊接、铆接或使用紧固件,而图中特别指出“折弯后内侧点焊”,说明该工艺采用点焊技术在内侧进行连接。
二、内侧点焊工艺的特点
内侧点焊是一种在钣金包边结构内侧进行的点焊技术,通常使用电阻点焊设备,通过电极对接触区域施加电流和压力,使金属局部熔化并连接。结合图示,内侧点焊在折弯包边工艺中具有以下特点:
- 隐蔽性强,提升外观
图中点焊位置位于包边内侧,外表面看不到焊点痕迹。这种隐蔽性设计能够保持零件外侧的美观性,特别适合对外观要求较高的产品,如家电外壳或装饰性构件。 - 增强结构强度
点焊在包边接缝处形成牢固的连接点,能够有效防止包边在受力时松动或分离。图中包边结构通过点焊固定后,整体刚性增强,适合承受一定外力的零件。 - 工艺简单,效率高
点焊是一种快速的焊接方式,单次点焊仅需数秒,适合批量生产。图中标注的“2”可能表示需要进行两次点焊,操作简单且效率高。
三、内侧点焊的优势与注意事项
- 优势
- 节省后处理工序:由于点焊位于内侧,外表面无需打磨或喷涂处理,减少了后续工序的成本和时间。
- 适合薄板连接:钣金加工多使用0.2mm至6mm的薄板,点焊能够避免过大的热输入,减少材料变形。
- 可靠性高:点焊连接强度高,适合需要长期稳定性的结构件。
- 注意事项
- 焊接位置精度:图中点焊在内侧,空间狭小,焊接设备需具备较高的精度,确保电极能够准确接触接缝区域。
- 材料选择:点焊对材料导电性和厚度有要求,需选择适合点焊的金属(如低碳钢、铝合金),并避免过厚的板材,否则可能导致焊接不牢。
- 热变形控制:尽管点焊热影响区较小,但若焊接参数(如电流、压力)不当,仍可能导致局部变形,影响包边结构的平整度。
四、内侧点焊工艺的优化建议
为提升折弯包边工艺中内侧点焊的质量,以下是一些优化建议:
- 合理设计包边结构
在设计阶段,应确保包边接缝处留有足够的接触面积,便于点焊操作。图中包边结构较为紧凑,建议适当调整折弯角度或包边宽度,以方便电极进入。 - 优化焊接参数
根据板材厚度和材质,调整点焊设备的电流、时间和压力参数。例如,对于1mm厚的低碳钢板,点焊电流通常在8000-10000A,焊接时间为0.1-0.2秒。合理的参数设置能够确保焊点牢固,同时避免过热。 - 加强质量检测
点焊完成后,应对焊点进行拉力测试或外观检查,确保连接强度和一致性。图中点焊数量为2个,建议在生产中增加检测频率,避免漏焊或虚焊。
五、总结
钣金折弯包边工艺中的内侧点焊技术,通过在包边接缝处进行隐蔽焊接,既保证了零件的外观美观,又增强了结构强度。图示中的设计体现了点焊在小空间内的高效应用,适合批量生产对外观和强度均有要求的钣金件。然而,内侧点焊对设备精度、材料选择和工艺参数有较高要求,需要在设计和生产中加以优化。
随着钣金加工向自动化、精细化方向发展,内侧点焊技术将在更多场景中得到应用。设计师和制造者需深入理解其工艺特点,合理规划设计和生产流程,以实现高质量、低成本的钣金加工目标。