钣金加工在现代制造业中扮演着重要角色,广泛应用于机械设备、电子产品、建筑装饰等领域。在钣金件的生产过程中,焊接是连接板材的重要工艺,而焊接长度的控制以及避让槽的设计直接影响零件的强度、加工效率和成本。图示展示了一个钣金折弯结构,通过焊接和避让槽设计优化加工效果。本文将围绕图示,探讨焊接长度控制和避让槽的作用,并提出优化建议。
一、焊接长度控制的重要性
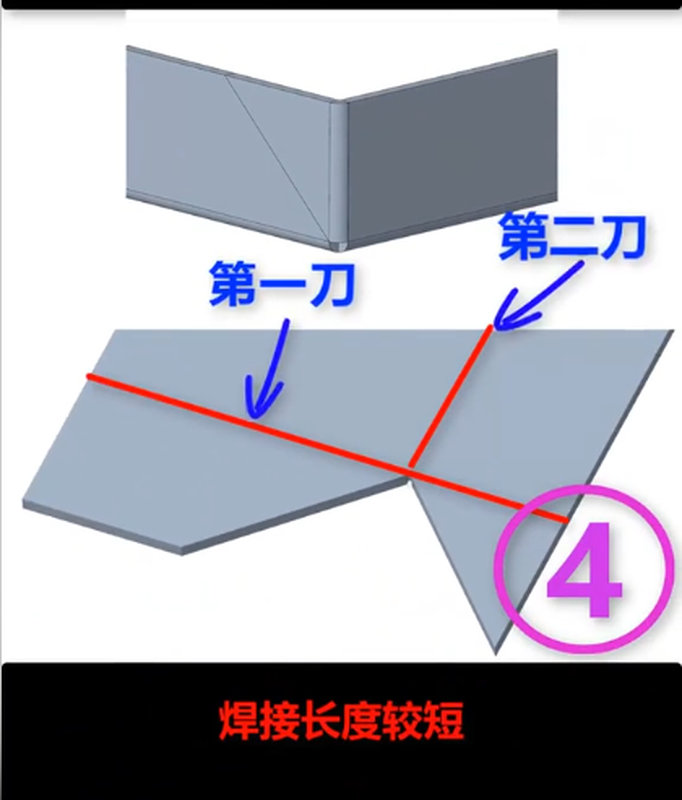
图中展示了一个钣金折弯件,板材经过折弯后形成直角结构,标注为“第一刀”的折弯线表明这是第一次折弯的区域。折弯后,两块板材在边缘处需要焊接以固定结构。图中标注的“4”表示焊接长度为4mm,说明焊接并非全长,而是采用间断焊接的方式。
- 焊接长度的意义
焊接长度为4mm的设定是为了在保证连接强度的同时,减少焊接时间和热输入。全长焊接虽然能提供更高的强度,但会增加热变形风险,尤其是在薄板钣金件中,过长的焊缝可能导致板材翘曲或表面烧伤。通过控制焊接长度(如4mm的点焊或短段焊),可以在满足强度要求的前提下降低加工成本。 - 间断焊接的优势
间断焊接(如图中的4mm焊缝)能够减少热影响区,降低材料变形的可能性。此外,这种方式还便于后续调整,若零件需要拆卸或重新加工,间断焊接更容易处理,适合对精度要求较高的小型钣金件。
二、避让槽的设计与作用
图中标注的“焊接长废铁”应为“焊接避让槽”的笔误,指的是在折弯线附近预留的避让槽设计。避让槽是指在焊接区域或折弯区域预先切除部分材料,形成槽口,以减少加工过程中的应力集中和干涉。
- 避让槽的作用
- 减少应力集中:折弯过程中,板材在折弯线附近会产生拉伸和压缩应力。若焊接区域直接靠近折弯线,焊缝处的热应力可能与折弯应力叠加,导致材料开裂。避让槽通过切除部分材料,降低了应力集中的风险。
- 避免干涉:图中折弯后两块板材形成直角,若焊接区域过于靠近折弯线,焊接设备(如焊枪或电极)可能因空间不足而无法操作。避让槽为焊接工具提供了操作空间,提高了加工的可行性。
- 提升外观质量:避让槽可以避免焊缝直接暴露在折弯边缘,减少焊疤对外观的影响,特别适合对外观要求较高的零件。
- 避让槽的设计要点
- 尺寸控制:避让槽的宽度和深度需根据板材厚度和焊接方式确定。图中未标注具体尺寸,但通常避让槽宽度应为板厚的1-2倍,深度根据焊接需求调整。
- 位置规划:避让槽应位于折弯线附近,但不能过于靠近,以免削弱折弯区域的强度。图中避让槽位于折弯线一侧,设计合理。
三、焊接长度与避让槽的优化建议
为提升钣金件加工质量,以下是焊接长度控制和避让槽设计的优化建议:
- 合理确定焊接长度
根据零件的使用场景和受力要求,合理选择焊接长度。图中的4mm焊接长度适合轻载零件,但若零件需承受较大外力,可适当增加焊接长度或点焊数量。同时,建议在设计阶段进行有限元分析,模拟受力情况,确定最优焊接方案。 - 优化避让槽设计
避让槽的尺寸和位置需与折弯工艺和焊接工艺匹配。例如,若使用激光焊接,避让槽可适当缩小,因为激光焊接热影响区较小;若使用氩弧焊,避让槽需更大以容纳焊枪操作。此外,避让槽的边缘应倒角处理,避免尖锐边缘导致应力集中。 - 结合自动化焊接技术
随着智能制造的发展,自动化点焊或激光焊接设备可用于精确控制焊接长度和位置。图中的4mm焊接长度可以通过自动化设备实现高一致性,减少人工操作带来的误差。
四、总结
钣金加工中的焊接长度控制和避让槽设计是提升零件质量和加工效率的重要环节。图示中的4mm焊接长度通过间断焊接降低了热变形风险,同时配合避让槽设计,减少了应力集中和加工干涉。这种设计在保证强度的同时提升了外观质量和生产效率。然而,焊接长度和避让槽的优化需要根据具体材料、工艺和使用场景进行调整。
在未来,钣金加工将更加依赖自动化和数字化技术,焊接长度和避让槽的设计也将更加精准。设计师和制造者应深入理解工艺原理,结合实际需求制定科学方案,以实现高质量、低成本的钣金加工目标。
详细讲解点焊技术
激光切割工艺
更清晰结构