在钣金制造过程中,折弯工艺作为影响产品尺寸精度、结构强度与加工效率的核心环节,其设计细节决定着最终的制造成本与产品质量。本文将聚焦于两个极易被忽视但极为关键的设计要点:折弯方向的一致性设计与撕裂槽(开槽)宽度的合理设置,并结合生产实际加以说明,帮助工程师在图纸设计阶段规避加工陷阱,提升制造可靠性。
一、折弯方向尽量保持一致 —— 降本增效的第一步
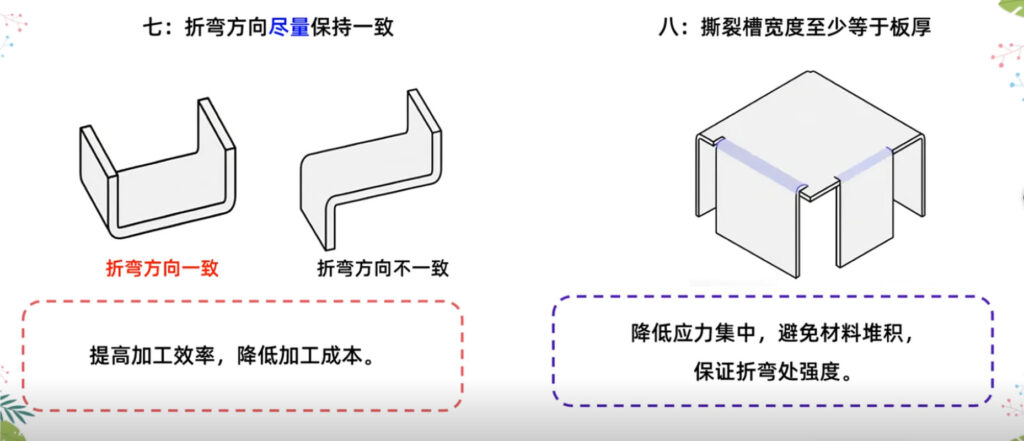
在实际生产中,如果一个工件存在多个折弯方向不一致的情况,将导致人工或自动化设备频繁地调头、旋转工件,严重影响加工节拍。如图左侧所示,折弯方向一致的零件可以在一次夹紧中依次完成所有折弯动作;而方向不一致的工件则需要额外的反转操作,既增加了操作时间,也提高了出错概率。
✅ 设计建议:优先设计成折弯方向一致的结构,以简化加工流程,提高生产效率,降低单件加工成本。
这一原则在自动折弯单元或批量加工中尤为重要,可显著减少人机交互,提高设备稼动率,是提升钣金车间自动化水平的基础要素之一。
二、撕裂槽宽度≥板厚 —— 保证结构强度,避免应力集中
在折弯过程中,由于内侧材料被压缩、外侧被拉伸,如果结构处存在材料堆积(如多层板片交汇),会形成明显的应力集中区域,导致裂纹、强度下降甚至产品报废。为此,设计人员通常在拐角处或折弯根部设置撕裂槽( relief cut),其宽度若不足,则容易因残余应力未释放而产生开裂。
如图右所示,合理的撕裂槽设计可有效分散应力,避免材料堆积,使折弯处受力更加均匀,从而保证整体结构的机械强度与耐久性。
✅ 设计原则:撕裂槽的宽度应至少等于板材厚度,对于高强度材料或较大折弯角度的情况,可适当加宽至1.2~1.5倍板厚。
三、钣金设计的本质:为加工服务
上述两个要点虽然只是设计规范中的局部细节,但却体现了钣金结构设计的核心逻辑——“以加工为导向”。设计不是纯粹的结构堆砌,更不是图纸美观就可交付,而是要站在加工者的角度,思考每一个折弯动作、每一个轮廓是否可实现、可高效量产。
📌 如果设计脱离了折弯模具、公差堆积、设备限制,图纸即便“理论可行”,在工厂落地也将面临返工或高昂成本。
因此,优质的钣金结构设计,应满足三大要素:
- 结构合理:强度、功能完整;
- 工艺友好:可快速加工、折弯方向一致;
- 成本可控:材料利用率高,加工动作少。
四、中山鑫捷金属有限公司的工艺标准化经验
在实际项目中,中山鑫捷金属有限公司始终坚持“图纸可加工、量产可控”的设计原则,对客户的来图结构进行加工优化建议,帮助客户从源头减少后期问题。公司通过规范化的设计审核机制,确保每一批钣金件在折弯方向、撕裂槽处理、开槽避让、装配间隙等方面都符合标准化生产要求。
特别是在批量加工如不锈钢组合秤料斗、电控箱外壳、提升机框架等结构中,鑫捷团队通过前期结构建议,帮助客户平均降低了10%-15%的制造成本,交期更稳定,售后更少。
结语:细节决定品质,工艺影响成本
钣金折弯虽然只是加工流程中的一个环节,但其工艺是否标准,直接影响整个产品的可制造性与成本结构。通过在设计初期就注重折弯方向一致与撕裂槽宽度的合理设置,可以显著提升制造效率,避免材料浪费,真正做到“设计为加工服务”。
中山鑫捷金属,将持续以工艺为核心,用标准化生产力服务全国设备制造商。