
如何精准实现90°折弯 — 解决90°弹成92°的行业难题在医用料斗和食品机械料斗的制造过程中,折弯精度直接影响设备卫生性、物料流动性和整体装配质量。无论是下料斗、包装机料斗,还是组合秤料斗,都广泛采用2.0mm SPCC等板料进行折弯成型。然而,常见的折弯回弹问题(明明折90°,却弹到92°)常常导致尺寸超差、密封不良和返工浪费。中山鑫捷凭借多年医用及食品级精密钣金制造经验,总结出一套成熟的料斗折弯回弹控制工艺,帮助客户稳定实现高精度90°折弯。一、料斗折弯回弹控制核心要点
| 序号 | 中文要点 | English Key Points |
|---|---|---|
| 1 | 折90° 弹成92°? | Fold 90° and bounce to 92°? |
| 2 | 折弯回弹坑哭多少人! | How many people are crying in the bending rebound pit! |
| 3 | 上模:R0.5 尖刀模具 | Upper Die: R0.5 Sharp Knife Punch |
| 4 | 下模:6-8倍板厚(2mm板推荐V=8mm) | Lower Die: 6-8 times plate thickness (V=8mm for 2mm sheet) |
| 5 | 直接折89.5°,回弹后刚好90° | Directly bend to 89.5°, rebound brings it exactly to 90° |
| 6 | 也可预折92°,回弹后接近90° | Or pre-bend to 92°, after springback close to 90° |
| 7 | 板料材质:SPCC,厚度2.0mm | Material: SPCC, Thickness 2.0mm |
| 8 | 折弯角度要求:90°±1°(需回弹补偿) | Target Angle: 90°±1° (Springback compensation required) |
| 9 | 最小折弯半径:R ≥ 1.5t(≥3mm) | Minimum Bend Radius: R ≥ 1.5t (≥3mm) |
| 10 | 工序安排:先折两侧,后折底面 | Bending Sequence: Bend two sides first, then the bottom |
| 11 | 模具选择:88°尖刀上模 + V=8mm下模 | Die Selection: 88° Sharp Knife Upper Die + V=8mm Lower Die |
| 12 | 回弹控制核心:角度过补偿 | Core Principle: Over-bending Compensation |
二、针对医用与食品机械料斗的工艺特点
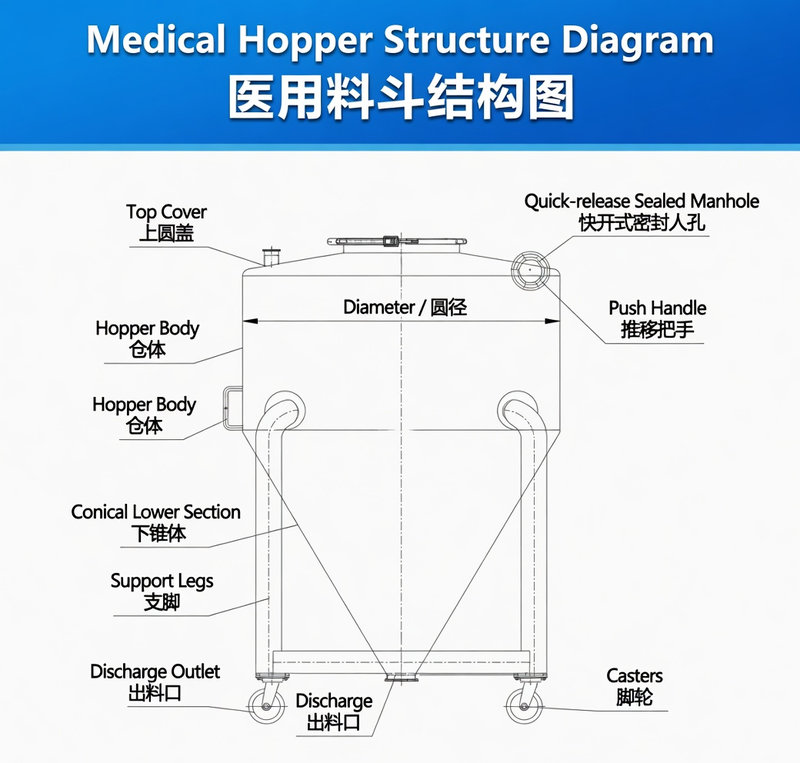
- 医用料斗(制药、下料斗等):对内表面光洁度和角度精度要求极高,90°精准折弯可确保物料无死角流动,符合GMP标准。
- 食品机械料斗(包装机料斗、组合秤料斗):需兼顾食品级卫生和结构强度,精确的折弯角度能减少物料残留,提升称重和包装效率。
- 以上料斗均大量采用2.0mm SPCC板料,通过科学的角度补偿和模具搭配,可有效解决回弹问题,保证批量一致性。
三、实用折弯回弹解决方案
- 最推荐方法
直接设定折弯角度为 89.5°,利用材料自然回弹,卸载后精准达到 90°,特别适合医用及食品料斗的高精度要求。 - 备用补偿方案
预折 92°,适用于对角度要求略宽松但需快速生产的包装机料斗和组合秤料斗。 - 模具与工艺推荐
- 上模:R0.5尖刀模具(88°) — 减少回弹,提升弯曲锐度。
- 下模:V=8mm(板厚6-8倍原则)。
- 折弯顺序:先折两侧,再折底面,最大限度降低应力变形。
- 其他关键控制
- 最小折弯半径 ≥ 3mm,避免材料开裂。
- 严格管控材料批次,确保每批料斗回弹量稳定。
四、为什么料斗折弯容易产生回弹?金属折弯时外侧拉伸、内侧压缩,卸载后产生弹性恢复。医用和食品机械料斗因对外观、密封性和流动性要求严苛,对回弹控制尤为敏感。中山鑫捷通过多年的工艺积累,将角度补偿、模具选型和工序优化相结合,有效将角度误差控制在±1°以内。
中山鑫捷 专业从事医用料斗、食品包装机械料斗、组合秤料斗、下料斗等精密钣金制造,配备进口高精度折弯设备和经验丰富的工艺工程师团队,可为客户提供从设计优化到批量生产的完整解决方案。需要高精度医用或食品级料斗加工服务?
欢迎随时联系中山鑫捷,我们助力您的设备提升精度与可靠性!
“www.xinjiecn.com 去联系中山鑫捷的技术服务团队”