从业钣金加工20多年,确实见过太多食品设备厂因为钣金环节“翻车”——不锈钢选材混杂(201冒充304/316)、焊缝死角藏污纳垢、表面粗糙度超标导致残渣积累,最终引发食品安全事件、客户退货、监管抽检不合格甚至行政处罚。这些坑一旦踩中,轻则砸招牌,重则停产整改、罚款或吊销许可。
食品设备厂家采购钣金件的避坑要点:
下面我结合国家标准(如GB 4806.9-2016《食品安全国家标准 食品接触用金属材料及制品》、GB 12073《乳品设备安全卫生》等)和行业实际经验,帮你系统梳理一下如何真正规避这些风险,并补充一些操作层面的细节建议。
1. 选材硬指标:必须认准食品级304/316L(优先316L在酸性/高氯环境)
- 为什么必须304/316:304(18/8铬镍)耐一般腐蚀,316(加2-3%钼)耐氯离子/酸性介质更强,食品接触面首选。201含锰高、镍低,耐蚀性差,易生锈、析出重金属,严禁用于食品接触。
- 如何杜绝以次充好:
- 每批板材/管材进厂必用光谱仪(手持XRF)测定成分,重点检测Cr≥18%、Ni≥8%(304)或Ni≥10%、Mo≥2%(316),杜绝201/430等低端货。
- 要求供应商提供材质证书(MTC)和第三方检测报告。
- 厚度实测:用千分尺/超声波测厚仪逐张检查,公差超标直接退货(食品设备常用0.8-3.0mm板材,厚度不均易变形藏污)。
- 常见坑:部分小厂用201或回收料冒充304,初期看不出,半年后点蚀/锈斑就出来了
激光开料时:钣金加工厂的员工先用光谱检测仪来测验不锈钢材质是否是304/316.

2. 表面粗糙度:Ra ≤ 0.8μm(食品接触面严格执行,甚至更低)
- 标准依据:GB 12073规定食品接触不锈钢表面Ra ≤ 0.8μm;EHEDG/ASME BPE等国际卫生标准也要求Ra < 0.8μm(普通清洁)或Ra < 0.4μm(高洁净)。
- 加工实现:
- 机械抛光 + 电化学抛光(电抛光)结合,拉丝/镜面处理后用粗糙度仪实测。
- 食品级常见对应:200-250目砂带 ≈ Ra 0.6-0.8μm;更高要求用400-600目 + 电抛光。
- 为什么重要:Ra > 0.8μm 微观沟槽易藏残渣、细菌生物膜,CIP/SIP清洗不到位,微生物超标风险大。
食品设备的下料斗防沾料打磨工序必须用工作经验10多年老师傅人手反复打磨!

. 焊接工艺:激光连续焊(或TIG全氩保护)+ 无死角处理
- 首选激光焊接:热影响区小、焊缝窄而平滑、深熔透、无需填充丝,焊后几乎无氧化色,易实现内壁“无缝”过渡。
- 避免死角:
- 全对接焊(对接焊缝),焊缝磨平/抛光至与母材齐平或略低。
- 内壁焊缝必须圆滑过渡、无凹坑/气孔/夹渣,焊后酸洗钝化+内窥镜检查。
- 禁止点焊/间断焊(易藏污),禁止内壁凸起焊缝。
- 常见坑:传统氩弧焊热输入大、焊缝宽,氧化严重,焊后不钝化就直接用,焊缝处很快点蚀+残渣积累。
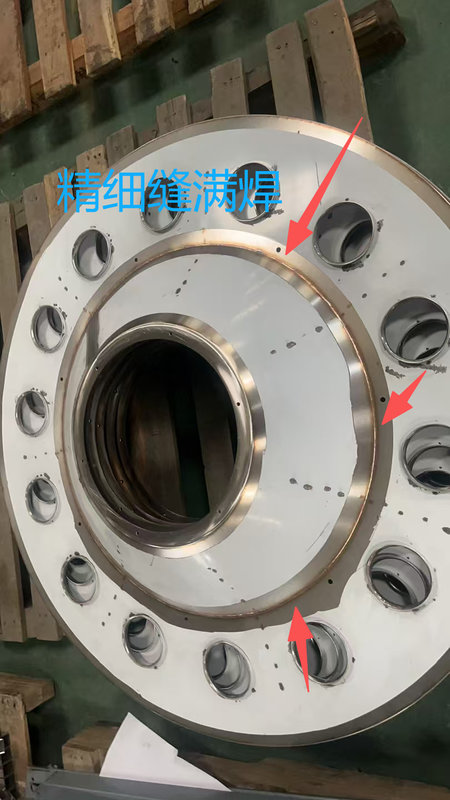
车间组合秤防水上盖,连续激光满焊图:
4. 其他关键避坑措施
- 全流程防污染:黑白分离(不锈钢与碳钢/铁工具隔离),切割/折弯用专用刀具/模具,防止铁离子污染导致锈蚀。
- 钝化处理:焊后/抛光后必须硝酸/柠檬酸钝化,形成致密Cr2O3钝化膜,提高耐蚀性。
- 检测闭环:每批次抽检迁移试验(重金属Pb/Cd/Cr/Ni迁移量符合GB 31604系列),确保不超标。
- 设计阶段防死角:结构设计避免锐角/死角(圆角半径≥3-6mm),便于CIP清洗;设备组装后整体内窥镜检查。
中山鑫捷智能钣金加工厂家作为中山本地专注食品设备钣金的源头工厂,在这些点上积累了丰富实战经验:
- 常年服务组合秤、输送线、包装机等,304/316食品级不锈钢占比很高。
- 激光切割+折弯机器人+激光/自动焊接站,焊缝处理精细,能实现“无卫生死角”。
- 表面处理支持拉丝/抛光/电抛光,粗糙度可控在Ra 0.8μm以下。
- 质量控制有光谱仪、厚度仪、粗糙度仪等,进料-过程-出货全链条把关。
- 官网(www.xinjiecn.com)有工厂实景、设备和食品机械案例展示,适合需要稳定供货、快速响应的小批量/非标定制客户。
如果你是食品设备厂老板/采购/工程师,有具体图纸、产品(如料斗、框架、外壳、输送槽等)需求,或者担心某个环节的合规性,可以直接联系他们业务团队评估/打样——他们懂监管要求,更懂怎么帮客户避开这些“隐形雷”。