


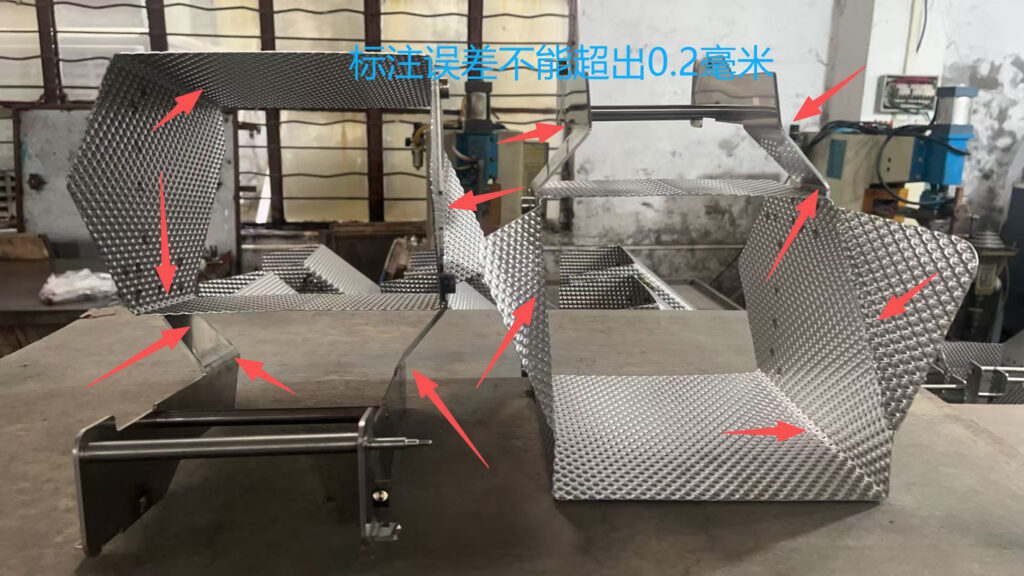
这些照片展示的是钣金行业常见的不锈钢/铝合金多槽/多斗式结构件(是自动分选设备、振动盘出料轨道、物料导向槽、称重配料斗或类似自动化设备的部分),大量使用了折弯 + 点焊/氩弧焊 + 冲孔/攻牙的典型工艺。针对钣金行业常见的精度要求,我把0.1 mm、0.2 mm、0.5 mm、1 mm 这四个等级与照片中可见特征对应起来,做一个现实且详细的标注说明:
| 精度等级 | 钣金行业典型能稳定达到的含义 | 在你这几张照片中最可能对应的项目 | 实际照片中表现 / 判断依据 | 难度 / 成本排序(1最容易) |
|---|---|---|---|---|
| ±0.1 mm | 很高精度,通常要数控折弯机+高精度模具+二次校正,甚至部分激光切割后精铣 | 安装孔/销孔的中心距、定位销孔直径、关键配合面的平面度、直线度 | 照片中肉眼几乎看不出明显偏差,但也无法确认是否达到±0.1(需三坐标测量仪验证) | 5(最难、最贵) |
| ±0.2 mm | 中高精度,多数现代数控折弯机+良好工艺控制能稳定做到 | 相邻折弯边长公差、多个V形槽/斗之间的间距/对称度、焊后关键尺寸 | 照片中最关键的几个长条滑道/导轨之间的间距、对称安装耳片的相对位置大概率在这个级别 | 4 |
| ±0.5 mm | 钣金件最常见的商用/工业通用精度,绝大多数非精密设备采用 | 整体外形尺寸、折弯角度累积误差、非配合面长度、大面平面度、焊缝位置 | 照片中单个料斗/槽的开口宽度、总长度、底板安装孔的粗定位基本都落在这个范围 | 2 |
| ±1 mm | 经济型/结构件精度,粗加工或大型件常用 | 整体轮廓、非功能性边长、焊缝错边量、大件组焊后的累积偏差 | 照片中多个料斗拼接后的总宽度偏差、最外侧加强筋的位置、焊点分布不均匀度 | 1(最容易、最便宜) |
照片中具体部位的精度!(标注)
最核心的功能尺寸(最严格)
- 每个V形/梯形料槽底部的两条平行导轨/滑杆之间的净间距
- 相邻两个料斗之间的分隔板间隙(影响物料是否会卡住/串料)
→ 很可能控制在 ±0.2 ~ ±0.3 mm 区间(如果间隙太大会漏料,太小会卡料,这是功能精度要求最高的部位)
次关键尺寸
- 安装耳片/固定支架上的孔位中心距(两个或四个孔的相对位置)
- 滑杆两端支撑块的同轴度/平行度
→ 大概率 ±0.3 ~ ±0.5 mm(肉眼看比较齐,但很难肉眼分辨0.2还是0.5)
一般结构尺寸
- 单个料斗的开口上宽、下宽
- 整个排料机构的总长度 / 总宽度
- 加强筋/翻边的高度
→ 基本在 ±0.5 ~ ±1.0 mm(多件拼接后累积误差会更明显)
外观/焊接相关(最宽松)
- 焊缝的余高、咬边、错边量
- 点焊/氩弧焊的焊点间距均匀性
- 整体件的翘曲、鼓包
→ 多在 ±0.5 ~ 1.5 mm 甚至更大(照片里焊缝已经算比较美观了)
结一句话判断中山鑫捷精密钣金加工厂整体工艺水平属于中上等钣金加工,核心功能尺寸(槽间距、导轨间隙、关键安装孔距)极大概率做到了 ±0.2~0.4 mm 左右,普通结构尺寸在 ±0.5~0.8 mm,外观焊接质量较好,已明显超过普通经济型钣金(±1 mm级别)的水准。完全满足给自动化设备、称重分选、包装机用的,精度是比较匹配的;如果是要求更高的精密光学或半导体相关设备用件,工厂也在更新更多更新的机器还需要再稳定提高到±0.1 mm级别并增加检测手段。