精密钣金加工图是钣金制造的核心技术文件,尤其在精密钣金领域,零件往往涉及压铆件(如PEM螺母、螺柱)和防烤漆区域(保护某些部位不被喷涂或烤漆,以避免污染或影响装配)。一份完整的加工图必须清晰、规范,便于车间下料、折弯、压铆和表面处理。以下按关键组成元素详细说明如何绘制此类图纸,通常使用AutoCAD、SolidWorks或DraftSight等软件。1. 图框模板(含主要参数的标题栏)图框是加工图的基础框架,采用标准A3或A4图框(可自定义企业模板)。标题栏必须填写完整的主要参数,包括:
- 零件名称、图号、版本
- 材质(如SUS304、AL5052)
- 板厚(如1.5mm)
- 表面处理(如粉末喷涂、阳极氧化)
- 展开尺寸、折弯后尺寸
- 比例(通常1:1)
- 公差要求(如一般公差±0.1mm)
- 绘图日期、绘图人、审核人
标题栏信息直接影响加工优先级和成本控制,建议放在图框右下角。
钣金工程图纸设计规范与技术参数表(Xinjiecn 鑫捷)
| 项目类别 | 核心要求 / 规范原则 | 详细说明与图纸体现 |
| 制图基本原则 | 1:1 绘制 | 确保图面比例与实物一致,是钣金加工的基础。 |
| 图层分明 | CAD图层需清晰划分,便于激光切割或冲压设备识别。 | |
| 表达清晰/比例合适 | 视图排版需让生产线人员一目了然,避免歧义。 | |
| 五金零件规范 | 规格明细 | 必须明确五金件规格:如螺母、螺柱、螺钉(CLS, BSOS, FHS等)。 |
| 压铆表达 | 在折弯截面图上必须明确标注压铆件的方向(正面/反面)和位置。 | |
| 技术要求 (通用) | 表面处理与防护 | 明确防烤漆区域(如直径26/16区域),标注喷涂或电镀要求。 |
| 加工细节 | 默认去除所有毛刺;未注弯曲角度为 $90^\circ$;未注公差按标准执行。 | |
| 特殊工艺标注 | 包含定位刻线(蚀刻线)、塞焊孔(如 $5 \times \phi 5$)的位置说明。 | |
| 图框管理 | Xinjiecn 鑫捷标准 | 图框需包含:产品型号、材料(SECC等)、重量、版本号及公差对照表。 |
| 核心宗旨 | 易读性原则 | 总而言之:要让生产加工人员轻松看懂并理解要求点。 |
2. 展开图、折弯示意图、轴测图这是钣金加工图的核心视图组合:
- 展开图(Flat Pattern):展示激光切割或冲压前的平面状态,所有外轮廓、孔位、折弯线以虚线表示。展开图用于下料,必须标注折弯扣除值(Bend Allowance)。
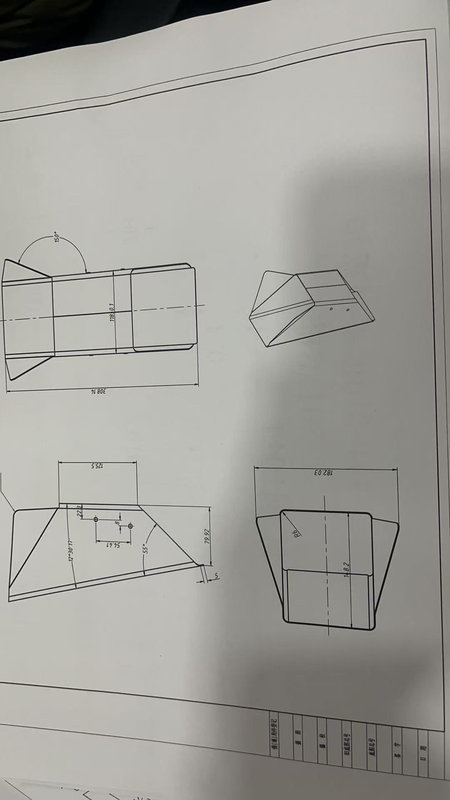
折弯示意图:在展开图或单独视图中用虚线标注折弯线,用箭头表示折弯方向,用文字注明折弯角度(如90°↑或90°↓)。复杂零件可附加局部放大图显示V口方向。
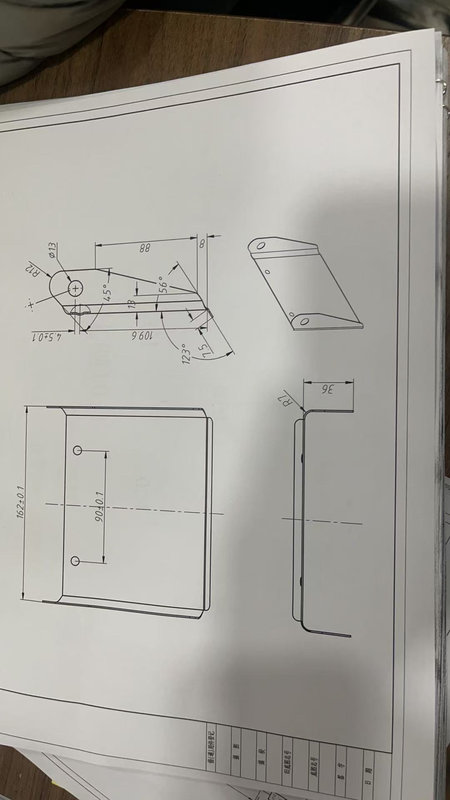
轴测图(Isometric View):展示折弯后的立体效果,帮助操作工直观理解零件最终形状。通常放在图纸右上角或单独视图
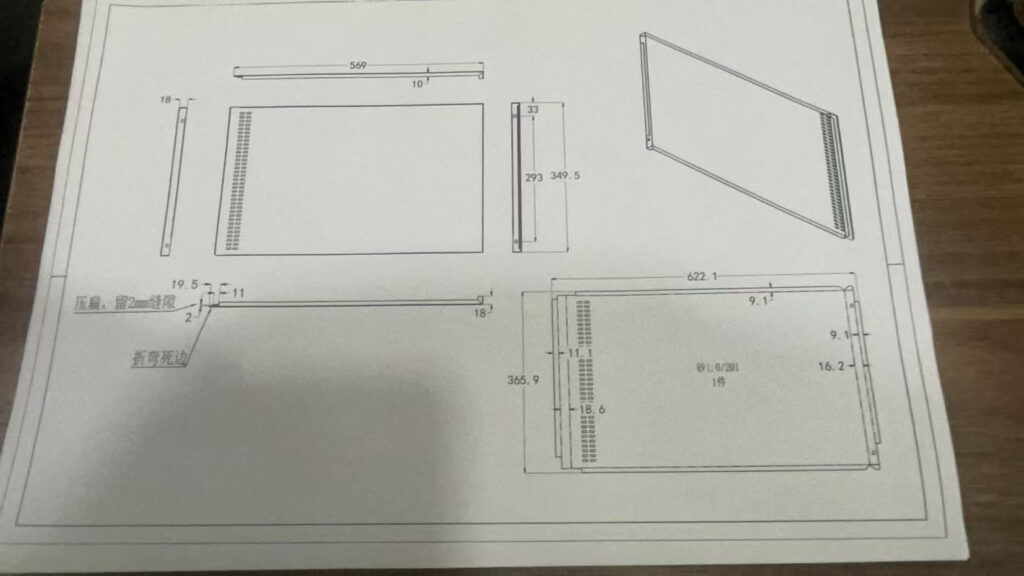
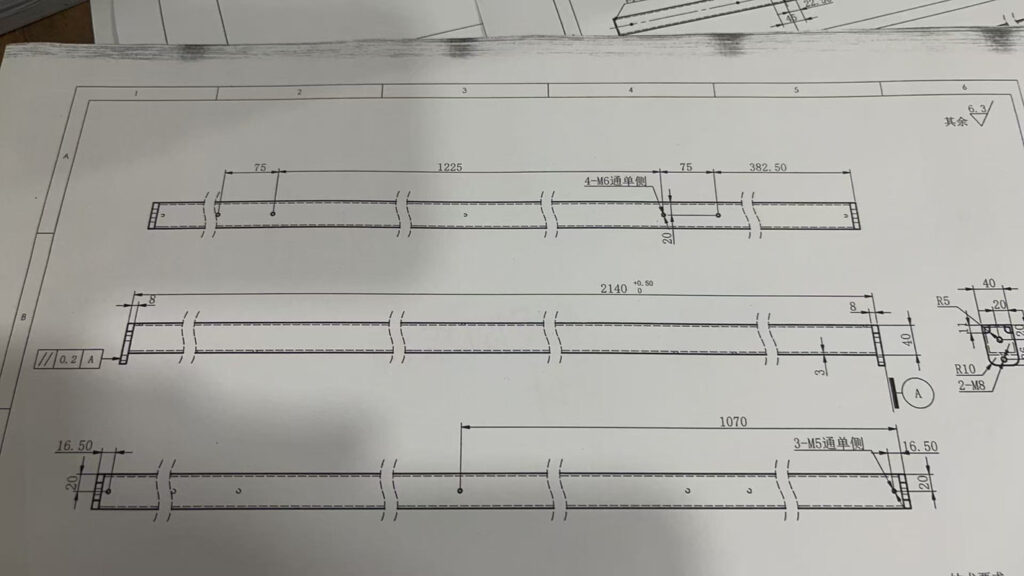
3. 主要尺寸的标注优先标注折弯后关键尺寸(如外形尺寸、孔到边的距离、孔间距),展开图只标注必要尺寸。注意:
- 孔位公差通常±0.1mm
- 折弯公差±0.2~0.3mm
- 使用基准线标注,避免累积误差
- 重要尺寸加粗或加框
完整示例图通常同时显示展开与折弯后尺寸对比。
4. 各压铆件型号、方向的说明压铆件(如PEM螺母、螺柱)是精密钣金常见特征,必须明确标注:
- 用局部视图或表格列出型号(如CLS-M4-1、SO-M5)
- 标注安装方向(正面压铆或反面压铆,用箭头指示)
- 注明最小边距、孔径要求
- 压铆后需检查拉拔力和扭矩
5. 特殊要求的注明精密钣金常涉及表面处理,因此需特别注明:
- 防烤漆区:用斜线阴影或文字注明“不喷漆区域”“掩膜保护”“压铆面禁止喷涂”等,避免烤漆时污染螺纹或接触面。
- 其他要求:去毛刺方向(折弯外侧R0.2)、表面粗糙度、焊点位置、包装要求等。
- 常用技术要求区放在标题栏上方或图框左侧。
总结一份优秀的精密钣金加工图应做到“一看就懂、一做就对”。建议使用3D软件(如SolidWorks)自动生成展开图和轴测图,再导出2D图纸补充压铆、防烤等工艺说明。严格遵循以上元素,可显著降低返工率,提高制造精度。实际绘制时,可参考企业标准或GB/T 4457~4459机械制图规范。