咱们做钣金机箱加工,尤其是工控机箱和服务器机箱,最头疼的就是设计不落地、尺寸不准、质量不稳定。服务器机箱结构复杂、精度要求严,这些问题表现得更为突出。很多时候,问题从设计阶段就开始埋雷,加工出来后返工率高、成本大增。下面我结合实际经验,把这些常见痛点整理一下,希望对大家有帮助。设计阶段的“隐形雷区”很多设计师没考虑过实际加工工艺,导致图纸看起来完美,做出来却一塌糊涂:
- 折弯回弹:没补偿回弹量,结果孔位对不上,零件根本装不进去。
- 折弯半径太小、孔离折边太近:一折弯就变形、开裂。
- 材料选错:该用厚板的选了薄板,承重不够;该做防腐防锈处理的,没做表面处理,后期生锈全是麻烦。
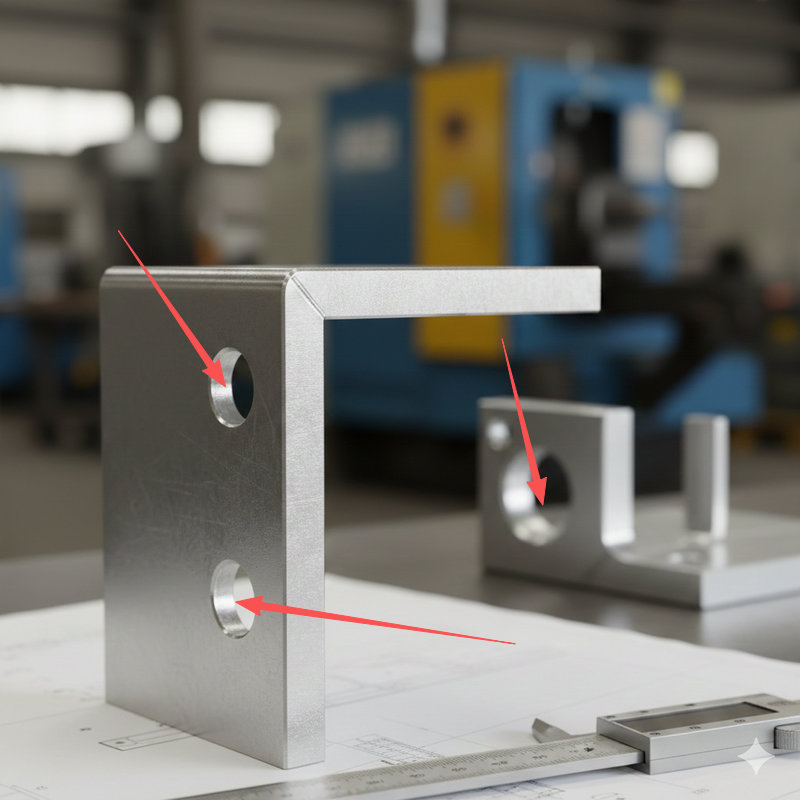
(上图:典型折弯回弹导致的角度偏差和孔位错位)
切割阶段的“尺寸杀手”激光切割是主流,但问题也不少:
- 薄板受热翘曲:热影响区大,板子变形,平面度超差。
- 厚板粘渣带毛刺:切割参数不当,边缘粗糙,后续折弯容易划伤。
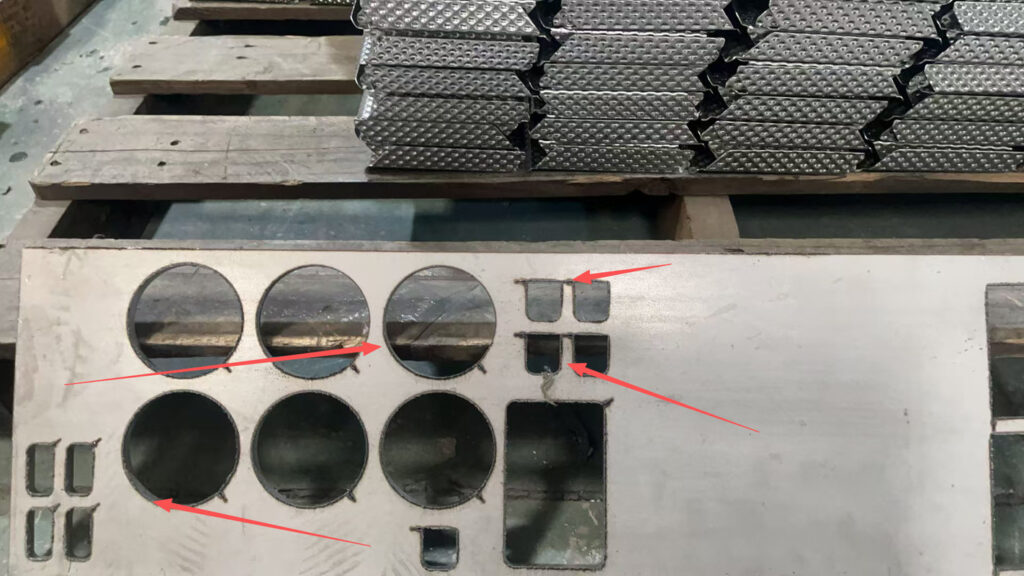
(上图:激光切割薄板翘曲和厚板毛刺粘渣示例)
折弯、焊接、表面处理的“质量黑洞”
- 折弯角度误差大:很多靠工人经验,角度能差2°以上,装配时缝隙不均匀。
- 焊接气孔、不牢固:焊缝强度低,后期容易开焊。
- 喷粉色差、掉漆、橘皮:前处理不彻底或参数不对,外观难看,防腐也差。

装配阶段的“最后一击”
- 零件卡壳、螺丝拧不紧:累计误差太大,孔位不对。
- 缝隙不均、互相干涉:整机装完晃动大,运行不稳定。

(上图:装配时孔位偏差导致的卡壳和干涉)
这些问题加在一起,返工率特别高,交期经常延误,客户投诉不断。尤其是服务器机箱,散热孔多、EMI屏蔽要求高,一点小偏差都会被放大。常见问题总结表格
| 加工阶段 | 常见问题 | 主要原因 | 后果 |
|---|---|---|---|
| 设计阶段 | 折弯回弹未补偿 | 设计师无加工经验 | 孔位错位、零件装不上 |
| 孔离折边太近、半径太小 | 设计规范不熟 | 折弯变形、开裂 | |
| 材料选错 | 未考虑承重/防腐 | 强度不足、生锈失效 | |
| 切割阶段 | 薄板翘曲 | 激光热输入大 | 平面度差、尺寸超差 |
| 厚板粘渣毛刺 | 参数不当 | 后续加工困难、外观差 | |
| 折弯阶段 | 角度误差大(可差2°) | 靠经验、无补偿 | 缝隙不均、结构不稳 |
| 焊接阶段 | 气孔、不牢固 | 焊材/参数问题 | 强度低、后期开焊 |
| 表面处理 | 喷粉色差、掉漆、橘皮 | 前处理/烘烤不当 | 外观差、防腐失效 |
| 装配阶段 | 零件卡壳、螺丝拧不紧 | 累计误差 | 装配难、整机不稳 |
| 整体 | 返工率高、质量不稳定 | 工艺不规范、过程控制弱 | 成本高、交期延误 |