(中山钣金加工厂内部标准整理)
一、主要钣金配件清单
| 物料编码 | 名称/用途 | 材料/规格 | 加工工艺 | 表面处理 | 公差/粗糙度 | 关键质量点 |
|---|---|---|---|---|---|---|
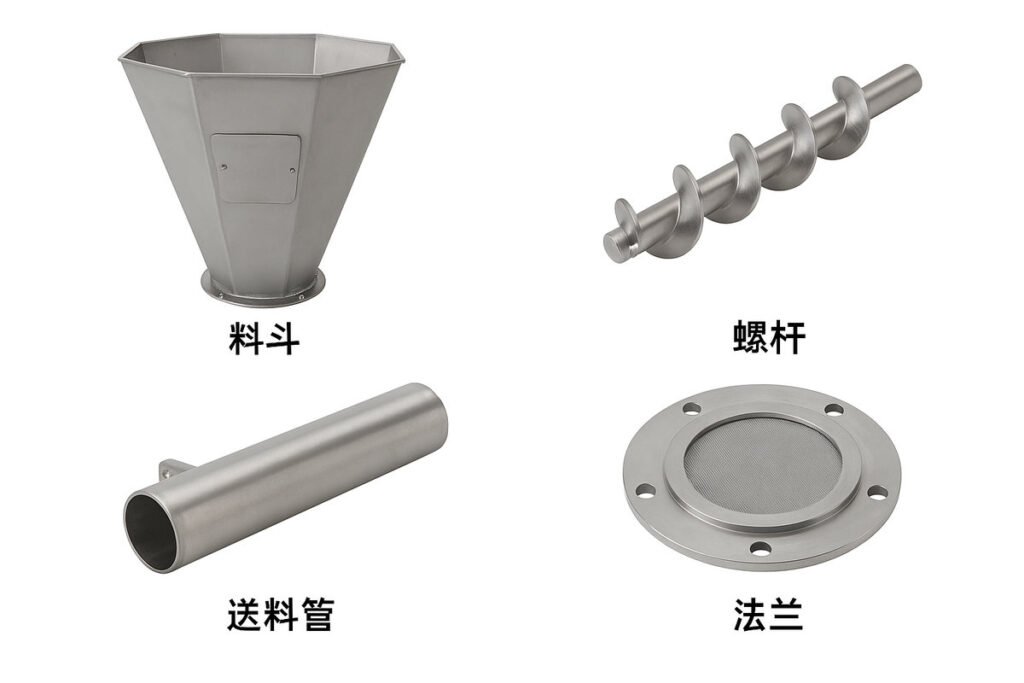
| SM-A1001 | 料斗(带检修口) | SUS304,t=2.0 | 激光下料、折弯、满焊 | 酸洗+钝化 | ±0.3,Ra≤0.8 | 食品接触面抛光,焊缝连续 |
| SM-A1002 | 螺杆体(单头) | SUS304,Ø60×L2500 | 车铣复合、抛光 | 镜面抛光 | IT10,Ra≤0.8 | 动平衡 G6.3 |
| SM-A1003 | 送料管/护管 | SUS304,t=1.5 | 卷圆、环缝焊 | 酸洗+钝化 | ±0.5,同轴≤0.3/1000 | 与螺杆配合紧密 |
| SM-A1004 | 进出料法兰 | SUS304,t=8.0 | 数控铣、钻孔 | 本色 | 孔位±0.1 | 与管道密封配合 |
| SM-A1005 | 支撑架/机架 | Q235B,t=2.0/3.0 | 下料、折弯、点焊 | 喷粉 RAL9006 | ±0.5 | 垂直度≤0.5/1000 |
二、标准件(紧固件类)
| 物料编码 | 名称 | 标准规格 | 材质 | 备注 |
|---|---|---|---|---|
| ST-SS-0001 | 外六角螺栓 | GB/T 5783 M8×16 | SUS304 | A2-70 强度 |
| ST-SS-0002 | 内六角圆柱螺钉 | GB/T 70.1 M6×12 | SUS304 | 常用于支撑件 |
| ST-SS-0007 | 压铆螺母 | GB/T 17880 M4-M8 | SUS304 | 板厚≥1.0 |
| ST-SS-0009 | 卫生级卡箍 | DN50/1.5″ | SUS304 | 配 EPDM/FKM 垫片 |
三、采购件(电气与传动)
| 编码 | 名称 | 规格 | 关键参数 | 备注 |
|---|---|---|---|---|
| PC-DRV-0001 | 电机 | 0.75~1.5kW,380V | IP55 | 可带刹车 |
| PC-RED-0002 | 减速机 | RV/NMRV | i=1:20~1:60 | 法兰安装 |
| PC-CPL-0003 | 联轴器 | 梅花/胀紧套 | Ø14~Ø35 | 与螺杆轴配合 |
| PC-SEN-0005 | 料位传感器 | 电容/振棒 DC24V | IP65 | 料斗上限控制 |
四、钣金工艺与检验要求
| 材料 | 厚度 | 工艺要求 | 公差/形位 | 表面要求 |
|---|---|---|---|---|
| SUS304 | 1.0/1.5/2.0/3.0 | 激光切割、折弯、满焊 | 外形±0.2,孔位±0.1 | 食品接触面 Ra≤0.8,酸洗钝化 |
| SUS316L | 1.5/2.0 | TIG 满焊 | 变形≤1.0/1000 | 盐雾≥72h |
| Q235B | 2.0/3.0/4.0 | CO2 点焊 | 平面度≤0.5/500 | 喷粉膜厚 70~90μm |
五、焊接材料与工艺参数(建议值)
| 接头类型 | 工艺方法 | 焊材 | 电流/电压 | 保护气体 | 备注 |
|---|---|---|---|---|---|
| SUS304 对接焊 | TIG 直流 | ER308L Ø1.6 | 90~110 A | Ar 12~15 L/min | 焊后酸洗 |
| SUS316L 对接焊 | TIG 直流 | ER316L Ø1.6 | 90~120 A | Ar 12~16 L/min | 卫生焊缝 |
| Q235 角接焊 | MAG/CO2 | ER50-6 Ø1.0 | 160~200 A | CO2 15~18 L/min | 焊后打磨喷粉 |
六、表面处理规范
- 食品接触面(料斗、螺杆、送料管): 抛光 + 酸洗钝化,Ra ≤ 0.8 μm
- 不锈钢外观件(护罩、电控箱): 拉丝 #4 或抛光,Ra ≤ 1.6 μm
- 碳钢结构件(机架、支撑): 磷化 + 喷粉,膜厚 70~90 μm
七、检验流程
| 阶段 | 检验项目 | 判定标准 |
|---|---|---|
| 来料检验 | 材质、厚度、证书 | 符合国标 |
| 过程检验 | 首件尺寸、折弯角度、焊缝外观 | 按图纸公差 |
| 总装检验 | 同轴度、运转噪声、料位动作 | 同轴度≤0.3/1000,噪声≤75dB |
| 出厂测试 | 空载 2h、满载 1h、漏料检测 | 不漏料、运转稳定 |
八、图纸与版本管理
- 部件图命名: SM-A1001_ASSY
- 零件图命名: SM-A1001-01(含展开、折弯)
- 下料 DXF 图: 仅保留外轮廓和工艺孔
- 版本控制: ECN 流程递增 A→B→C