引言在钣金加工行业中,弯曲是一个非常常见的工艺步骤,而掌握钣金弯曲的精确计算是每一位工程师和技师必备的技能。今天,我们来自中山的某钣金加工厂,结合实际生产经验,为大家分享一个接地气的K因子计算方法,帮助你在日常工作中更高效地完成弯曲任务。无论是新手还是有经验的从业者,这篇文章都能为你提供实用的参考。什么是K因子?K因子是钣金弯曲中一个关键参数,它表示材料中性层偏移量与材料厚度的比率。简单来说,当我们对一块金属板进行弯曲时,材料的内层会被压缩,外层会被拉伸,而中性层是变形最小的位置。K因子的值通常在0到0.5之间,具体取决于材料的类型、厚度以及弯曲时的条件。公式如下:
- 中性层偏移量:t = K × T
- 其中,t是中性层偏移量,K是K因子,T是材料厚度。
- 弯曲余量(Bend Allowance,简称BA):BA = π × (R + K × T) × (180 – α) / 180
- 其中,R是弯曲半径,α是弯曲角度。
从这些公式可以看出,K因子直接影响弯曲后工件的尺寸精度,因此掌握它的计算和应用非常重要。实际案例解析假设我们有一块1mm厚的钢板,需要弯成90度的角度,弯曲半径R为2mm。在实际加工中,我们需要先确定K因子的值。不同的材料和加工设备会有不同的K值,以下是常见材料的参考值:
- 冷轧钢板:K ≈ 0.3
- 不锈钢:K ≈ 0.35
- 铝合金:K ≈ 0.4
以冷轧钢板为例(K = 0.3):
- 中性层偏移量:t = 0.3 × 1mm = 0.3mm
- 弯曲余量:BA = π × (2mm + 0.3mm) × (180 – 90) / 180
- BA = 3.14 × 2.3mm × 0.5 ≈ 3.61mm
这意味着,在弯曲90度时,工件长度需要额外增加3.61mm,以补偿材料在弯曲过程中的变形。这样计算出来的尺寸可以指导我们更准确地切割原材料,避免浪费。如何在实践中调整K因子理论上的K因子只是一个起点,实际生产中,我们需要根据具体情况进行微调。以下是一些实用建议:
- 测试样件:在正式加工前,制作几个测试样件,测量弯曲后的实际尺寸,调整K值直到符合设计要求。
- 设备影响:不同的折弯机(如数控折弯机或手动折弯机)会因为压力和模具不同而影响K值。熟悉你的设备特性非常重要。
- 材料特性:同一材料的批次可能因热处理或表面涂层不同而略有差异,多观察多记录。
- 经验积累:老工程师往往会根据长期实践总结出适合自己工厂的K值范围,这也是钣金加工手艺的精髓所在。
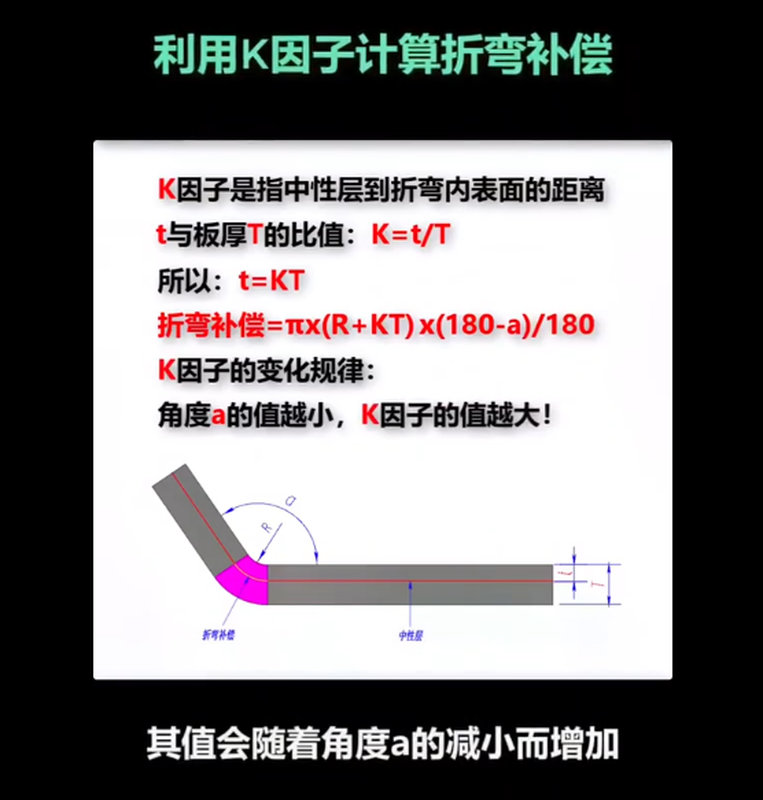
图解与工具使用附带的图片展示了弯曲过程的几何关系:弯曲半径R、材料厚度T以及弯曲角度α。图中还标出了中性层的偏移位置,这对理解公式有很大帮助。在实际操作中,你可以用卡尺测量厚度,用角度尺检查弯曲角度,再结合计算结果校准工件。此外,一些现代钣金加工厂会使用专门的软件(如AutoCAD或钣金设计软件)来自动计算K因子和弯曲余量。这些工具可以节省时间,但掌握手动计算的方法依然是基础,特别是在设备出现问题时。注意事项
- 安全第一:弯曲时要确保操作规范,戴好防护手套,避免受伤。
- 材料预处理:如果材料表面有油污或锈迹,需提前清理,以免影响弯曲效果。
- 多次弯曲:对于复杂工件,可能需要多次弯曲,注意每次的K值和余量累加。
结语K因子的计算看似简单,但实际应用中充满了变量和挑战。通过理论学习与实践结合,你可以逐步掌握这一技能。中山钣金加工厂的工程师们希望这份指南能帮你在工作中少走弯路,提高效率。如果你在弯曲过程中遇到具体问题,欢迎随时交流,我们也很乐意分享更多实战经验!