在现代制造业中,钣金加工是一项基础而关键的工艺。从精密的电子设备外壳到大型的机械装备,都离不开精确的钣金成型。我们眼前的这张图纸,虽然看似简单,却清晰地揭示了钣金加工中一个核心的技术要点:圆弧折弯的压线位置确定。对于一名合格的“钣金人”而言,掌握这种计算方法是保证产品质量与精度的基本功。
解读图纸信息
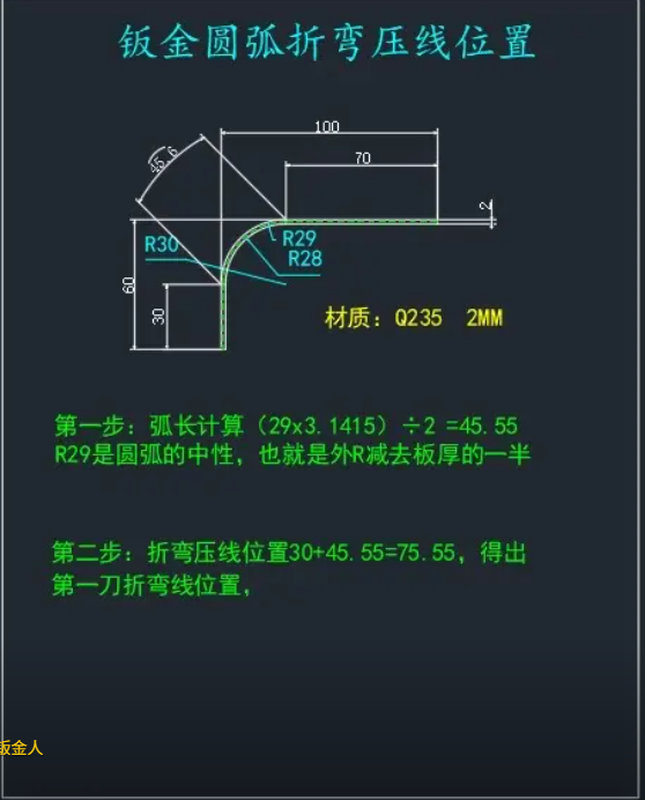
这张图纸展示了一个钣金件的截面视图,其核心工艺是将一块平整的金属板折弯成一个带有90度圆弧的结构。从图中我们可以提炼出以下关键信息:
- 材质与厚度:材料为Q235钢,板材厚度为2mm。这是计算中至关重要的基础参数。
- 几何尺寸:工件折弯后,外圆弧半径(外R)为30mm,下方的垂直边长度为30mm,上方的水平边长度为70mm。
- 核心问题:要精确地加工出这个零件,就必须知道在折弯前,平整的钢板上对应弯曲部分(即圆弧)的展开长度是多少。这决定了折弯机压刀的准确位置。
计算的核心:神奇的“中性层”
当金属板被弯曲时,其外层材料会受到拉伸,内层材料则会受到压缩。在这两者之间,存在一个既不拉伸也不压缩的过渡层,我们称之为“中性层”。在计算展开长度时,我们不能简单地使用外圆弧或内圆弧的长度,而必须使用这个中性层的弧长,因为它在折弯过程中长度保持不变。
图纸中的计算步骤完美地诠释了这一点:
第一步:确定中性层半径并计算弧长
- 中性层半径(R29)的确定:图纸中给出了一个关键的说明:“R29是圆弧的中性,也就是外R减去板厚的一半”。
- 计算公式为:中性层半径 = 外圆弧半径 – (板厚 × k因子)。在这里,k因子被简化取值为0.5,这是一个在许多情况下适用的经验值。
- 代入数据:R中性=30mm−(2mm÷2)=29mm。
- 中性层弧长计算:这个零件的弯曲角度是90度,即一个圆的四分之一。因此,其弧长就是以R29为半径的圆周长的四分之一。
- 圆周长公式为 C=2πr。
- 90度弧长计算:(2×3.1415×29)÷4≈45.55mm。
- 图中的计算
(29 × 3.1415) ÷ 2实际上是(半径 × π) ÷ 2,这正是90度弧长的标准计算公式,结果同样是 45.55mm。
第二步:定位第一刀折弯压线位置
- 要得到从零件底部边缘到折弯区域结束点的总展开长度,我们需要将直线部分的长度与中性层的弧长相加。
- 计算:30mm(垂直边)+45.55mm(圆弧展开长度)=75.55mm。
- 这个 75.55mm 就是最终的答案。它告诉操作人员,在平整的钢板上,从一端量取75.55mm的距离,就是第一刀折弯线应该压下的位置。
结论
这张看似简单的图纸,浓缩了钣金工艺的精髓。它不仅展示了一个具体的零件规格,更重要的是,它揭示了从理论设计到实际生产的转换逻辑。通过对“中性层”概念的理解和应用,工程师和技术人员能够将三维的弯曲形态精确地还原为二维的展开图,从而确保下料的准确性,减少材料浪费,并最终保证成品的尺寸精度。这正是严谨的工业制造精神的体现。