在轰鸣的机器声与金属碰撞的火花中,每一件精密的钣金件都从一块平板的钢铁开始它的旅程。外行人看的是成品的巧妙,而我们内行人,看的则是图纸上和师傅心中那些毫厘不差的计算。今天,就带大家走进我们钣金车间的核心工序之一 —— 折弯,聊一聊白板上这些看似简单却至关重要的公式。
正如我们老师傅在白板上写下的,这不仅是日复一日的工作,更是经验与科学的结合。
核心要点:折弯扣除
任何一块金属板在经过折弯机施压弯曲后,其材料在弯角处会发生拉伸和压缩。这意味着,如果你简单地将成品各边的长度相加来计算展开尺寸,那么结果必然是错误的。为了得到精确的折弯后尺寸,我们必须引入一个关键概念——折弯扣除(Bend Deduction)。
图片中的白板清晰地写出了它的核心公式:
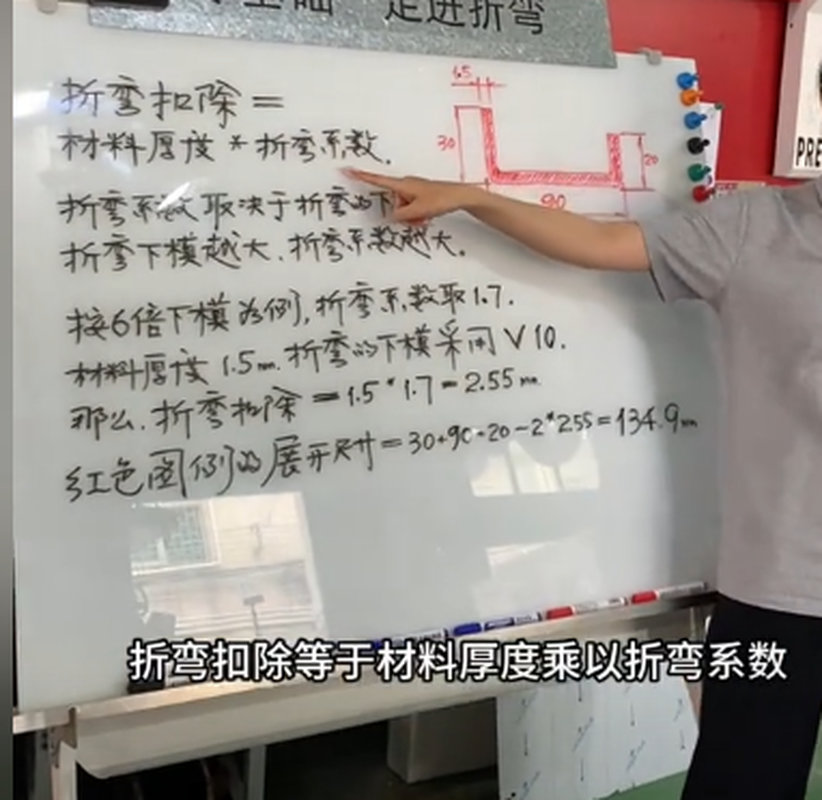
折弯扣除 = 材料厚度 × 折弯系数
这个公式是我们计算展开尺寸的基础。
- 材料厚度(t):这个最容易理解,就是我们所使用板材的厚度。
- 折弯系数(k):这就是这门工艺的“秘诀”所在。它不是一个固定的常数,而是根据多种因素变化的经验值。正如白板上所强调的:“折弯系数取决于折弯下模”。下模(V槽)的开口宽度越大,材料在折弯时的圆角半径就越大,延展就越多,因此需要扣除的值(即折弯系数)也越大。
实战演练:白板上的案例解析
让我们跟随白板上的例子,将理论付诸实践:
这是一个U形的零件加工,我们来计算它的精确下料尺寸(即展开尺寸)。
已知条件:
- 材料厚度(t):1.5mm
- 折弯下模:选用V10(10mm宽的V槽)
- 折弯系数(k):根据经验,对于1.5mm的板材使用V10下模,我们选取的折弯系数是1.7。(老师傅的经验之谈:“按6倍下模为例”,即 1.5mm × 6 = 9mm,选用V10的下模是非常合理的选择)。
计算单个折弯的扣除值:
折弯扣除 = 1.5mm × 1.7 = 2.55mm
计算总展开尺寸:
从图中红色标注的尺寸我们可以看到,这个零件有三个直线部分,长度分别为30mm、90mm 和 20mm,并且有两个90°的折弯。
- 理论总长 = 30 + 90 + 20 = 140mm
- 实际展开尺寸 = 理论总长 -(折弯数量 × 单个折弯扣除值)
实际展开尺寸 = 140 -(2 × 2.55)= 140 – 5.1 = 134.9mm
这就是最终的答案:134.9mm。我们的操作员会根据这个尺寸进行精确的激光切割或者剪板下料,这样折弯成型后的零件,其各边尺寸才能完美地符合图纸要求的30mm、90mm 和 20mm。
结语
一块冰冷的金属板,如何变成通讯机柜的精密门板,或是汽车的坚固部件?答案就藏在这些日复一日的计算、测量和不断精进的工艺中。这不仅是数学和物理的应用,更是一代代钣金人传承下来的匠心与智慧。
每一次精确的折弯,都是对细节的极致追求。
——中山钣金厂分享