摘要: 钣金折弯作为板材加工的核心工艺之一,其成形精度和质量深受材料特性、折弯参数以及模具选择的影响。本文将围绕K因子(K-factor)、折弯半径和下模V槽宽度这三个关键参数展开讨论,结合实际经验数据,深入解析它们在钣金折弯中的相互关系与优化原则,旨在为工程师和技术人员提供实用的设计与工艺指导。
关键词: 钣金折弯;K因子;折弯半径;V槽;最小折弯宽度;工艺优化
引言
在现代制造业中,钣金件因其轻量化、高强度和可塑性等优点,广泛应用于航空航天、汽车、电子、家电等领域。而折弯是钣金加工中最常见的成形工序之一。然而,要实现高精度、无缺陷的钣金折弯,需要综合考虑多个工艺参数。其中,K因子、折弯半径以及下模V槽的选择是影响折弯质量、精度和效率的关键因素。本文将通过对图片中表格数据的解读,结合理论与实践,详细阐述这些参数的内在联系及其在实际生产中的应用。
1. K因子与折弯中性层
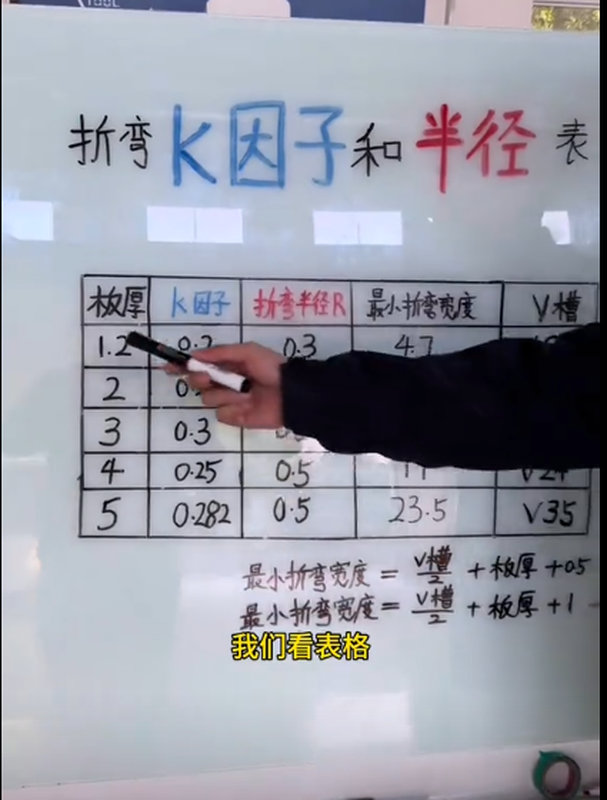
图片中的表格列出了不同板厚对应的K因子。K因子是钣金折弯理论中的一个重要概念,它表示弯曲变形过程中,中性层(即材料既不受拉伸也不受压缩的层)相对于板材厚度的位置。
- 定义: K因子 (K=Y/T),其中 Y 为中性层到板材内侧的距离,而 T 为板材厚度。K因子的取值范围通常在0.3到0.5之间。
- 物理意义: K因子反映了材料在弯曲变形时的延展性和内部应力分布。
- 当K因子接近0.5时,表明中性层接近板材中心,材料内外侧受到的拉伸和压缩变形相对均衡。
- 当K因子偏离0.5时,如图片中部分数据所示(0.2、0.3、0.25、0.282),这意味着中性层更靠近板材内侧,内侧受到的压缩变形较大,外侧拉伸变形相对集中。
- 重要性: K因子是计算展开长度(或折弯扣除量)的基础。精确的K因子是保证折弯件尺寸精度的前提。不同材料、板厚、折弯半径乃至下模V槽宽度都可能影响K因子,因此,实际生产中往往需要通过试验或经验进行修正。
2. 折弯半径与最小折弯宽度
表格中的“折弯半径R”指的是内侧弯曲半径,它与板厚和材料特性紧密相关。同时,图片还给出了“最小折弯宽度”的计算公式,这直接关系到模具的选择和零件的可制造性。
- 最小折弯半径: 最小折弯半径是材料在弯曲时不发生开裂的最小允许内侧半径。过小的折弯半径会导致材料外侧过度拉伸,产生裂纹甚至断裂。该值通常与材料的延展性成正比,与板材厚度成正比。图片中的数据提供了一些特定板厚下的经验折弯半径,例如:
- 板厚1.2mm,折弯半径R=0.3mm
- 板厚2mm,折弯半径R=0.3mm
- 板厚3mm,折弯半径R=0.3mm
- 板厚4mm,折弯半径R=0.5mm
- 板厚5mm,折弯半径R=0.5mm 这些数据表明,随着板厚的增加,通常需要更大的折弯半径以保证成形质量。
- 最小折弯宽度: 图片中给出了两个关于最小折弯宽度的经验公式:
- 公式一: 最小弯曲宽度 = V槽 / 2 + 板厚 + 0.5 (此公式可能指的是折弯边缘到第一个孔或切口的最小距离,或者指折弯件的一个悬臂边的最小长度)
- 公式二: 最小折弯宽度 = V槽 + 板厚 + 1 (此公式可能指的是折弯件上两个相邻折弯线之间的最小距离,或者是U型折弯的开口宽度)
- 实践意义: 最小折弯宽度的限制主要来源于模具结构和折弯工艺本身。如果折弯宽度过小,可能导致工件无法稳定放置在下模V槽中,或者上模刀具干涉,无法完成折弯。精确计算并预留足够的最小折弯宽度是避免干涉、保证生产顺利的关键。
3. V槽选择与折弯工艺优化
表格中列出了不同板厚下推荐的V槽宽度,并且这些V槽宽度直接影响最小折弯宽度的计算。
- V槽宽度: 下模V槽的宽度是折弯工艺中最重要的参数之一。合适的V槽宽度能够确保板材在折弯过程中均匀受力,减少变形,并有助于控制回弹。
- 经验法则: 通常,V槽宽度 (V) 是板材厚度 (T) 的6到12倍。对于较硬的材料或较大的板厚,V槽倍数可能会更大。图片中给出的V槽数据,例如:
- 板厚1.2mm -> V槽4.7mm (约3.9T)
- 板厚4mm -> V槽23.5mm (约5.9T)
- 板厚5mm -> V槽35mm (约7T) 这些经验值可以作为初步选择的依据,但具体 V槽宽度还需要结合折弯角度、材料硬度以及所需的折弯内半径进行调整。
- V槽过窄: 会导致折弯压力急剧增加,可能损坏模具或机器,也容易造成板材外侧开裂。
- V槽过宽: 会导致折弯压力分散,折弯精度下降,回弹量增大,且可能造成折弯圆角过大。
- 经验法则: 通常,V槽宽度 (V) 是板材厚度 (T) 的6到12倍。对于较硬的材料或较大的板厚,V槽倍数可能会更大。图片中给出的V槽数据,例如:
- 折弯工艺优化:
- 材料特性: 不同材料(如不锈钢、铝合金、碳钢等)在折弯时表现出不同的回弹和变形特性。因此,应根据具体材料选择合适的K因子和折弯参数。
- 设备精度: 高精度的折弯机和模具能更好地控制折弯角度和尺寸。
- 编程优化: 现代数控折弯机通过智能编程,可以根据材料和模具特性自动调整K因子和补偿回弹。
- 试验验证: 对于新材料或复杂结构件,进行小批量试验是验证折弯参数准确性的有效方法。
结论
钣金折弯的K因子、折弯半径和V槽宽度是相互关联、相互影响的关键工艺参数。精确掌握并合理应用这些参数,是实现高质量、高效率钣金折弯生产的基石。通过在设计阶段考虑材料特性和最小折弯宽度限制,在工艺规划中选择合适的K因子和V槽宽度,并在实际生产中不断优化调整,可以显著提高钣金件的成形精度和产品质量,为现代制造业提供强有力的支撑。