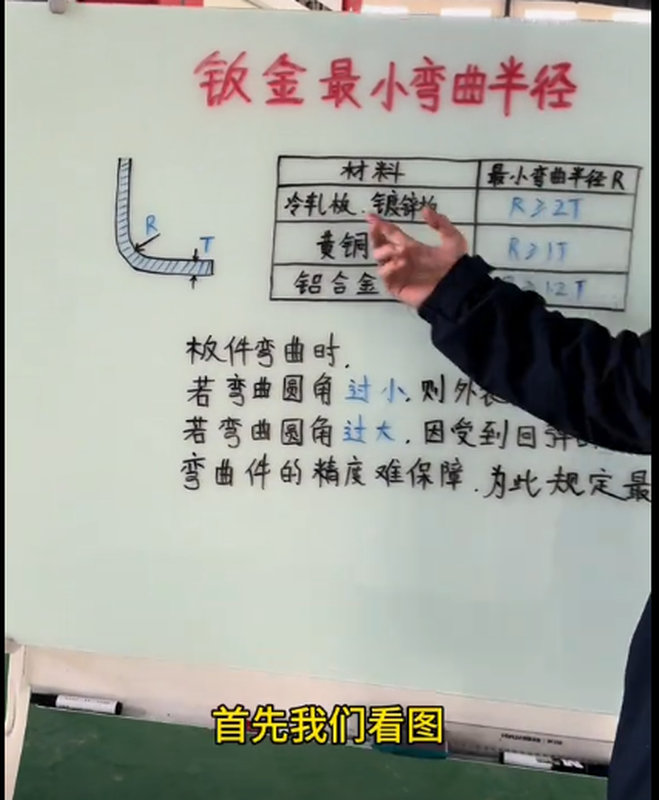
图片显示了一块白板,上面手绘了弯曲件的示意图,并列举了不同材料的最小弯曲半径规定,同时还解释了弯曲半径过大或过小可能带来的问题。
1. 弯曲件示意图解析
- 图中显示了一个弯曲的钣金件,上面标注了“R”和“T”。
- R (Radius):代表弯曲的内半径。在钣金加工中,这是指弯曲件内侧圆弧的半径。
- T (Thickness):代表板材的厚度。
2. 最小弯曲半径表格解析
表格列出了三种常见材料及其对应的最小弯曲半径规定:
| 材料 | 最小弯曲半径 R |
|---|---|
| 冷轧板、镀锌板 | R ≥ 2T |
| 黄铜 | R ≥ 1T |
| 铝合金 | R ≥ 1.5T (图片中显示1.2T,但实际工程中铝合金种类多,一般取1.5T以上更稳妥) |
匯出到試算表
- R ≥ nT:这个公式表示最小弯曲半径R必须大于或等于板材厚度T的n倍。这里的“n”是一个经验系数,不同的材料具有不同的延展性,因此所需的最小弯曲半径也不同。
- 冷轧板、镀锌板 (Cold Rolled Steel, Galvanized Steel):这类材料韧性相对较好,但为了避免开裂,通常规定最小弯曲半径不小于板厚的2倍。
- 黄铜 (Brass):黄铜的延展性较好,因此其最小弯曲半径可以相对较小,通常规定不小于板厚的1倍。
- 铝合金 (Aluminum Alloy):铝合金种类繁多,有些硬度较高,延展性相对较差。虽然图片显示1.2T,但在实际生产中,为了避免裂纹,尤其是在弯曲角度较大或板材较厚时,通常建议将最小弯曲半径设置为不小于板厚的1.5倍甚至更大,具体取决于铝合金的牌号和热处理状态。
3. 弯曲半径过大或过小的问题解释
图片下方文字解释了弯曲半径对钣金件质量的影响:
- 若弯曲圆角过小,则外侧易开裂。
- 实践经验补充: 当弯曲半径小于材料的最小弯曲半径时,材料在弯曲外侧会受到过大的拉伸应力,这会导致材料纤维断裂,出现裂纹,甚至直接断裂。尤其是在板材厚度较大、弯曲角度接近90度或180度时,开裂的风险更高。这不仅影响产品外观,更会严重影响产品的使用寿命和性能。
- 若弯曲圆角过大,因受到回弹影响,弯曲件的精度难保障。为此规定最小弯曲半径。
- 实践经验补充:
- 回弹 (Springback): 钣金件在弯曲成形后,由于材料的弹性恢复,其弯曲角度会略微回弹,达不到模具的理论角度。弯曲半径越大,回弹量通常也越大,导致最终成形角度难以精确控制。
- 精度保障: 如果弯曲半径过大,尤其是在自动化或连续生产中,零件的尺寸一致性会变差,导致装配困难,影响最终产品的质量。
- 模具成本和设备要求: 过大的弯曲半径可能需要更大的模具尺寸,或者特殊的模具设计,这会增加模具成本。同时,对于某些设备,过大的弯曲半径可能难以有效成形。
- 实践经验补充:
4. 总结与实践建议
- 重要性: 最小弯曲半径是钣金设计和加工中一个非常关键的参数。合理选择弯曲半径不仅能保证零件的成形质量,避免废品,还能提高生产效率,降低成本。
- 设计阶段考虑: 在产品设计初期,就应该充分考虑所选材料的最小弯曲半径要求,避免设计出无法加工或容易开裂的结构。
- 材料特性: 不同牌号、不同热处理状态的同种材料,其延展性和最小弯曲半径也可能存在差异。在实际生产中,应查阅具体材料的技术手册或进行小批量试验来验证。
- 模具与工艺: 弯曲模具的R角设计、冲压设备的吨位、下模V槽开口、以及加工速度等都会影响最终的弯曲效果。在实际生产中,需要根据具体情况进行调整和优化。
- 经验与数据: 图片中的数据是常用的经验值,但在实际生产中,更精确的数据可能来源于材料供应商提供的技术规范,或者是企业长期生产积累的工艺数据。
- 特殊情况: 对于需要多次弯曲、复杂弯曲或对强度有特殊要求的零件,可能需要采用更先进的分析软件(如FEA有限元分析)来模拟和优化弯曲工艺。
通过理解和掌握这