在探讨钣金加工工艺之前,我们先从宏观角度分析一下,在CNC加工、钣金加工、冲压、注塑以及近年来兴起的3D打印等主要加工行业中,这些工艺的核心目标是什么?
从整体来看,尽管这些加工工艺各有不同,使用的原材料也不尽相同,但它们的根本目的是一致的——都是为了解决原材料的三维成型问题。换句话说,无论是哪种工艺,最终都是为了制造出具有长、宽、高以及其他特定特征的立体结构件。
为了更清晰地展示钣金加工的成型工艺及其效率与优势,我们将从成型原理、折弯原理和成本核算三个方面,深入剖析钣金加工中的核心技术——钣金折弯。
01_ 钣金加工工艺概述
样件折弯展示
在实际生产中,一个手掌大小的立体结构件通过钣金折弯工艺,仅需十几秒即可完成成型。即使是稍大一些的工件,虽然取放过程可能稍复杂,但成型时间也仅需几十秒。试想一下,制造一个体积较大的零件,不需要开模具,仅用几十秒就能完成,这样的加工工艺还有哪些呢?成型速度快、成本低廉,正是钣金折弯的突出优势!
样件折弯演示视频
值得一提的是,原材料在折弯前是柔软的,但经过折弯后,其强度会显著提升。这一特性在钣金结构设计中非常重要:通过折弯,金属薄板可以大幅增强强度。
段差折弯效果展示
折弯效果展示
例如,当需要制作一个面积较大的零件时,为了避免变形,我们可以采用薄板通过折弯来增强结构强度。这种方法既能减轻零件重量,又能有效降低原材料成本。
优势总结
-
原材料成本低:钣金加工可以使用较薄的材料实现大体积零件的制作;通过折弯工艺增强板材强度,有效解决变形问题;同时,折弯还能实现从平面板材到立体结构的快速成型(这里提到的大体积优势,指的是薄板在这一领域的独特竞争力)。
-
成型速度快,成本低:钣金折弯的成型速度不受零件体积大小的限制,无需开模,适合小批量打样和大规模生产。
02_ 钣金加工原理
下图展示的是我们的一台通快1150数控折弯机,其压力为150吨,加工长度可达3.2米,配备6+1轴后挡指,最大可加工4mm厚的不锈钢板。
折弯原理
折弯的原理是通过上下模具对板材进行挤压,使其形成不同角度和尺寸的折弯工件。模具主要由上模和下模组成。除了部分一次成型模具外,下模通常带有V型槽,V槽的宽度根据板材厚度选择。
常用折弯模具
常用的折弯上模主要分为直刀和弯刀两种。直刀和弯刀的主要区别在于解决折弯过程中的干涉问题,具体细节将在下文展开:

模具弯刀

模具直刀
以上是钣金加工中最常用的折弯刀具。
此外,对于一些特殊形状的工件,为了保证加工精度和效率,我们会提前准备一些成型模具。例如,百叶窗模具(既可用折弯机加工,也可用冲床加工,仅为举例说明),以及常用的圆弧模具。下图是我们备用的R5-R40规格的圆弧成型模具(仅展示部分):

钣金折弯工件的加工主要依赖这些模具。通过这些模具,我们可以完成大部分常见工件的折弯。
关键点总结
-
折弯尺寸是否足够
(默认处理方式:在不影响功能的前提下,能折则折,折不了则焊接) -
折弯是否会产生干涉
(默认处理方式:在不影响功能的前提下,能折则折,折不了则焊接) -
折弯变形问题
(以下提供三种默认处理方式)
1. 折弯尺寸是否足够
-
板厚对应的最小折弯边:
钣金折弯由上模、下模、后定位和工件四部分组成。上模向下挤压工件至V型槽下模中,挤压深度决定折弯角度;后定位控制折弯位置和尺寸。下模V槽宽度通常为板厚的6倍,例如,1mm厚的板材需要使用6mm宽的V槽。因此,存在最小折弯边的限制——工件需至少搭在V槽两侧并延伸2mm。以6mm V槽为例,6mm的一半为3mm,加上延伸的2mm,1mm板材的最小折弯边即为5mm。
以下是建议的最小折弯边尺寸表:
|
板厚(mm)
|
最小折弯边(mm)
|
|---|---|
|
1.0
|
5
|
|
1.2
|
7
|
|
1.5
|
8
|
|
2.0
|
10
|
|
2.5
|
12
|
|
3.0
|
14
|
最小折弯边的含义是:不同板厚需要不同的V槽宽度(通常为板厚的6倍),折弯时需搭接V槽两侧,板材越厚,V槽越宽,若折弯边尺寸过小无法搭接,则无法完成折弯。
2. 折弯是否会产生干涉
在折弯过程中,可能会遇到一些工件无法折弯的情况。那么,哪些工件能折,哪些不能折呢?
无论工件结构多么复杂,能否折弯,除了考虑最小折弯尺寸外,关键在于干涉问题。这里教大家一个判断干涉的小技巧:将工件结构简化为U型结构,检查折弯最后一刀时,U型后方的成型尺寸是否会超过折弯中心线。
(此处可插入示意图)
如上图所示,如果超过中心线,则需要使用弯刀(如第二张图所示)。我们定制的U型结构专用弯刀,最大成型尺寸可达120mm。
设计建议:在设计时尽量避免挑战加工极限,因为并非所有工厂都配备特殊弯刀。若依赖特殊刀具,加工厂的选择范围会缩小,成本也会增加,尤其是在打样阶段。
3. 折弯变形问题
当折弯线附近(小于3mm)的孔或其他特征存在时,容易导致附近结构变形。
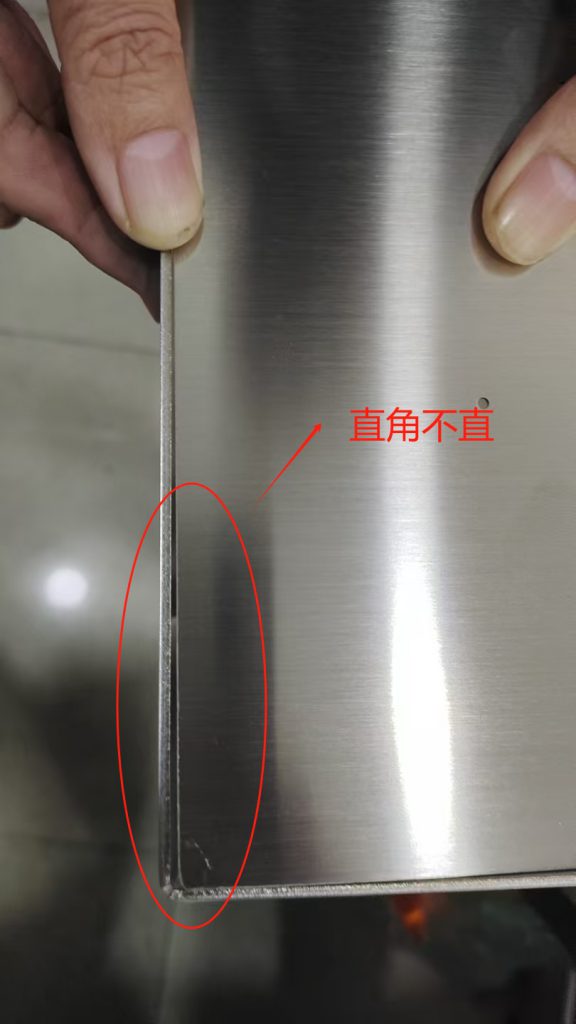
折弯的原理本质上是挤压和拉伸动作。折弯线附近的结构若距离过近,容易发生变形,尤其是边缘可能无法完全成型。孔的存在会加剧变形问题,边缘可能凸起,导致表面不平整,进而影响外观和装配。
针对这种情况,我们通常采用以下三种处理方式:
-
结构件(非外观件):
开工艺槽,不进行焊接处理(成本较低)。 -
外观件(针对孔变形问题):
先开小孔,折弯后再手工扩孔(成本中等)。 -
外观件(针对特殊结构):
开工艺槽,并进行焊接和打磨处理(成本最高)。
03_ 成本核算
每种加工工艺都由多个细分环节组成,整体加工成本是各环节成本的总和。
以一个小工件为例,折弯一个工件需20秒,1分钟可完成4个,1小时可完成240个,10小时即可完成2400个。也就是说,正常情况下,2000个工件当天即可出货。
那么,这个小工件的加工成本是多少呢?效率越高,成本越低。成本核算的核心在于评估效率。企业在核算成本或对比工艺时,最简单的方法是计算该工艺一天的产能,这样就能心中有数。
但实际情况往往并非如此。如果客户仅下单3个工件,折弯师傅无法立即进入高效工作状态。换模、换刀、调试以及准备工作可能需要20分钟。也就是说,加工3个工件总共需要20分钟的准备时间加上1分钟的实际加工时间,准备工作占用了大部分时间成本。
以上数据仅为举例,但反映了实际加工中的成本构成。折弯环节的成本可分为:
折弯成本 = 准备工作成本 + 实际加工成本
这也解释了为什么许多传统钣金加工厂不愿接小批量样品订单。在批量生产中,准备工作成本可以忽略,主要竞争的是实际加工成本,产量越大,成本越容易预估。而在样品生产中,关注的不是单款工件的数量,而是款式的多样性。降低成本的关键不再是实际加工成本,而是提升准备工作的效率。为此,需要专门设计针对样品的生产流程,这正是我们一直在努力的方向。
04_ 总结
钣金折弯在设计上并没有太多复杂技巧,主要涉及一些设计规范。能否加工以及如何降低成本实现预期效果,关键在于成本控制、实际加工细节和注意事项。
再次强调钣金折弯的两大优势:
-
原材料成本低:可以使用薄板实现大面积零件的制作,通过折弯增强板材强度以解决变形问题,同时实现从平面到立体的快速成型。
-
成型速度快,成本低:成型速度不受体积限制,无需开模,适合打样和批量生产。
通过以上分析,我们可以看到钣金折弯在效率、成本和灵活性上的独特优势,这也是中山市鑫捷金属钣金加工能够在全产业链中发挥创新驱动力的重要原因。