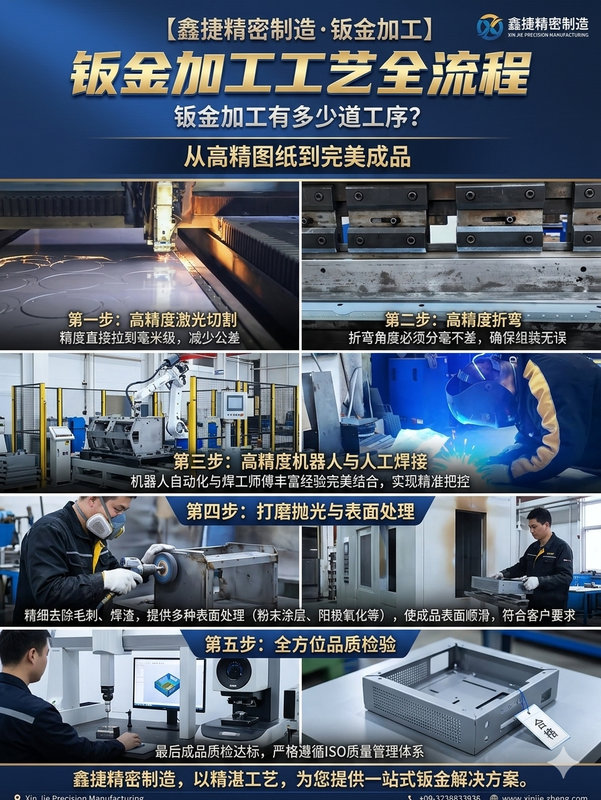
钣金加工工序详解:从图纸到成品到底需要多少道工序?
(精密钣金加工完整流程指南)钣金加工(Sheet Metal Fabrication)是将金属板材(厚度通常0.5-12mm)通过冷加工工艺转化为功能性零件的过程,如设备外壳、支架、食品机械配件等。工序数量并非固定——简单件可能只需3-5道,复杂非标件(如多弯曲+焊接+表面处理的自动化部件)常达8-12道,甚至更多。核心取决于材料(不锈钢、碳钢、铝合金)、厚度、精度要求(公差±0.1mm vs ±0.5mm)和批量。行业主流分类可概括为五大阶段:设计准备 → 切割下料 → 成型加工 → 连接组装 → 精加工&检验。以下基于中山鑫捷金属有限公司10+年精密钣金生产经验,拆解典型流程(以食品级不锈钢外壳为例),并标注每步关键参数、常见问题及解决方案。1. 图纸审核与DFM(Design for Manufacturability)优化(准备阶段,1道隐形工序)
- 目的:避免后期返工,节省20-40%成本。
- 关键动作:工程师审CAD/STEP文件,模拟展开图、折弯顺序、材料利用率(nesting优化可达85%以上)。常见建议:增大内角R≥板厚,避免尖角裂纹;调整孔距≥2×板厚防变形。
- 常见问题:图纸未考虑回弹(不锈钢回弹角约2-5°),导致批量尺寸超差。
- 鑫捷实践:使用SolidWorks/AutoCAD + 自建折弯数据库,DFM报告通常24小时内反馈。
2. 下料/切割(核心工序1:精度奠基)
- 主流方式:光纤激光切割(功率3-12kW),精度±0.05-0.1mm,切口粗糙度Ra≤3.2μm,无热影响区。
- 替代:数控冲床(适合批量简单孔)、水刀(厚板无热变)。
- 参数示例:不锈钢304,厚度2mm,切割速度可达10-15m/min。
- 问题&解:毛刺>0.1mm → 调整焦点+辅助气压;复杂轮廓变形 → 先粗切后精切。
- 鑫捷设备:多台Bystronic/Trumpf激光机,支持厚板至12mm一次性切割。
3. 数控折弯/成型(核心工序2:形状决定)
- 设备:CNC折弯机(吨位80-300T),模具V口宽度=8×板厚。
- 精度:角度±0.5°(高端机±0.1°),回弹补偿通过经验系数或实时测量。
- 顺序原则:先内后外、先小后大、先折短边。复杂件需6-10次折弯。
- 常见缺陷:橘皮纹/裂纹 → 增大R角或热处理板材;尺寸偏差 → 试折+校正。
- 鑫捷优势:进口Amada折弯机 + 自动补偿系统,批量一致性高。
4. 焊接/连接成型(核心工序3:结构强度)
- 方式:TIG/氩弧焊(不锈钢首选,无痕)、MIG/CO₂焊(碳钢高效)、机器人点焊(批量稳定)。
- 标准:焊缝渗透率≥80%,无气孔/裂纹;食品级要求背保护气防氧化。
- 问题&解:变形 → 夹具固定+分段焊;薄板烧穿 → 脉冲焊+低电流。
- 鑫捷团队:10年以上焊工+机器人站,确保焊缝美观&强度。
5. 打磨/去毛刺 & 表面处理(精加工阶段,工序4-5)
- 去毛刺:振动磨、砂带机、磁力抛光,Ra目标0.8-1.6μm。
- 表面:粉末喷涂(厚度60-120μm,盐雾测试≥500h)、电泳、钝化(不锈钢防锈)。
- 问题:附着力差 → 预处理喷砂/磷化;颜色偏差 → Pantone/RAL色卡匹配。
- 鑫捷线:自动化喷粉+高温固化炉,支持镜面8K级抛光。
6. 品质检验 & 测试(把关工序,最终1-2道)
- 多级质控:IQC(来料)、IPQC(过程)、FQC(成品)、OQC(出货)。
- 工具:三坐标CMM(精度±0.005mm)、硬度计、盐雾箱、负载/气密测试。
- 标准:ISO 9001 + 客户特定(如食品级FDA要求)。
- 鑫捷承诺:不合格率<0.5%,附材质报告/尺寸报告/视频记录。
7. 包装 & 发货(收尾)
- 防撞+防潮包装,交期3-20天(小批量打样3-7天,大货10-20天)。
钣金加工工序总结表(典型件参考):
| 复杂度 | 典型工序数 | 示例产品 | 关键挑战 |
|---|---|---|---|
| 简单 | 4-6道 | 支架/面板 | 成本控制 |
| 中等 | 6-9道 | 设备外壳 | 精度&焊接 |
| 复杂 | 9-12+道 | 非标定制 | 变形&表面 |
为什么选择专业钣金加工厂?
精密钣金不是“多几道工序”那么简单,而是每道工序的经验积累决定成品质量。鑫捷专注珠三角非标定制,10,000㎡车间+激光/折弯/焊接一体化,帮助客户从设计优化到交付,平均缩短30%周期。有钣金加工项目?欢迎上传图纸免费DFM评估!中山鑫捷金属有限公司,专注不锈钢精密钣金、食品机械配件、自动化结构件