钣金加工(Sheet Metal Fabrication)是一种通过对薄金属板材施加外力使其发生塑性变形,从而制作出各种立体形状零件的加工技术。它广泛应用于机械设备外壳、电子产品机箱、汽车零部件、航空航天等领域,尤其适合小批量、多品种、快速迭代的生产场景。钣金加工概述钣金加工从平板材开始,经过切割、折弯、焊接等工序,形成复杂结构件。核心原理基于金属的弹性变形与塑性变形特性,能高效实现从平面到立体的转变。


钣金加工的主要工序流程典型工序包括:展开编程 → 切割/冲裁 → 去毛刺 → 折弯 → 焊接 → 精加工 → 组装 → 检查。每个环节环环相扣,精度和效率直接影响最终成本与质量。


钣金加工的优点
| 序号 | 优点描述 | 典型说明与适用场景 | 对应图片示例 |
|---|---|---|---|
| 1 | 适合小批量、多品种生产 | 无需专用模具,前期投入低,快速响应设计变更 | 折弯实操过程 |
| 2 | 设计变更灵活、响应速度快 | 修改图纸后快速调整程序或少量工装即可投产 | – |
| 3 | 能制作形状复杂的零件 | 切割+折弯+焊接组合,从一张板做出箱体/支架 | 成品零件示例 |
| 4 | 强度重量比优秀,轻量化好 | 薄板中空结构,强度足够,许多结构件首选 | – |
| 5 | 表面处理选择多,外观耐腐蚀易提升 | 喷涂、镀锌、阳极氧化等工艺成熟 | – |
钣金加工的缺点
| 序号 | 缺点描述 | 具体影响与挑战 | 对应图片示例 |
|---|---|---|---|
| 1 | 不适合大批量量产 | 逐个加工,焊接/折弯人工依赖重,效率低于冲压 | – |
| 2 | 焊接变形控制难(尤其是薄板) | 热输入大,易翘曲,需要经验丰富焊工或矫正 | 焊接对比 |
| 3 | 精度受材料批次、回弹影响较大 | 折弯角度/尺寸一致性一般 ±0.2~0.5mm,高精度需调试 | – |
| 4 | 去毛刺、表面质量管理麻烦 | 激光/冲裁后毛刺不可避免,精细去毛刺耗人工 | 去毛刺实拍 |
| 5 | 复杂内腔、极小特征加工难度大 | 深拉伸、微孔等特征成本高,有时需转CNC | – |
降低钣金加工成本的实用方法
| 优先级 | 方法名称 | 核心思路与预期降本效果 | 对应图片示例 |
|---|---|---|---|
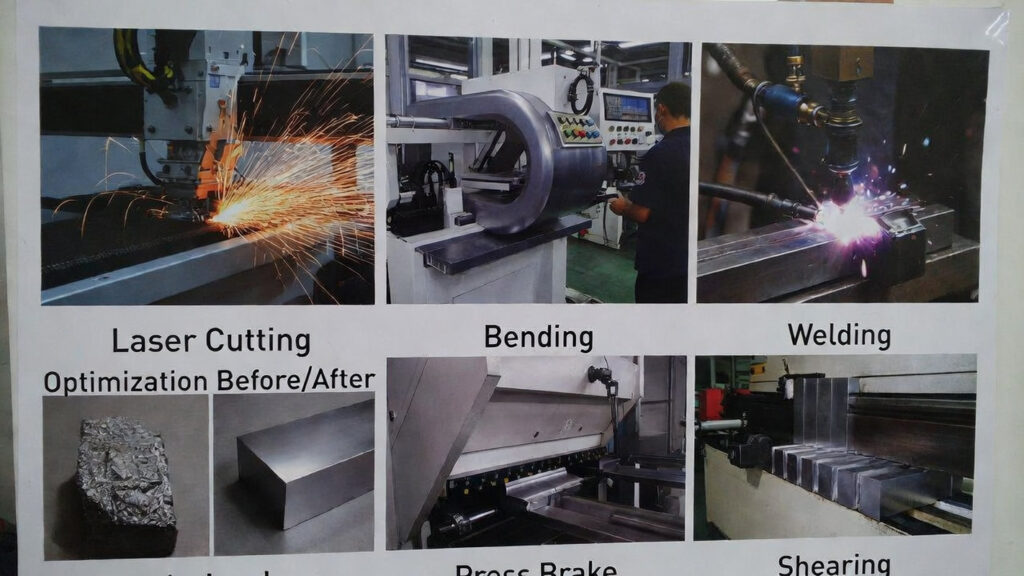
| 1 | 选择匹配工厂设备特长的供应商 | 激光擅长外廓/少孔,冲床擅长多孔/成型,选对可降20-40% | 激光切割实拍 |
| 2 | 最大限度用折弯代替焊接 | 能折就折,避开TIG焊人工高成本,可降30-60% | 折弯机操作 |
| 3 | 放宽非关键部位的公差和去毛刺要求 | 避免“全无毛刺”,改为“功能面不割手即可”,减人工 | – |
| 4 | 减少或取消不必要堆焊 | 激光母材焊强度已够,避开堆焊后处理 | 激光焊接过程 |
| 5 | 优化材料与板材利用率 | 用标准厚度/材质,做好排样减废料 | – |
| 6 | 简化设计、减少工序次数 | 少折弯、少复杂成型,能铆接/螺丝就不焊 | 优化前后对比 |

总结钣金加工的核心竞争力在于“小批量快响应 + 形状灵活”,但成本控制的关键在于设计阶段:少焊、多折、匹配设备、放宽非功能要求。理解这些特点后,许多钣金件成本可轻松下降20–50%。实际项目中,建议尽早与加工厂沟通设备能力,并使用3D展开软件优化排样。如果你有具体零件图纸、CAD文件或想针对某个产品进一步优化降本方案,随时描述或上传,中山鑫捷可以给出更精准的建议!