在现代工业、通信、电力、医疗及新能源领域,标准化机箱机柜已难以满足客户多样化、个性化的需求。异形机箱机柜定制需求激增,涉及非标尺寸、特殊功能、复杂装配等挑战,对钣金加工厂的技术能力、设备配置和生产管理提出更高要求。本文从实际生产出发,剖析异形机箱机柜的偏门需求特征,详解工艺实现路径,并提供工艺图纸设计思路,为钣金加工厂提供实用参考。
一、异形机箱机柜的偏门需求特征
- 非标尺寸与结构
客户常要求机箱尺寸(长、宽、高)偏离行业标准(如19英寸机柜标准),甚至内部隔板、走线槽、通风孔、加强筋等需按特定场景定制。例如,新能源行业可能需要超薄机柜以适配狭窄空间,医疗设备机箱则要求紧凑布局以集成复杂模块。 - 功能定制化
- 电磁屏蔽:需在机箱内壁喷涂导电涂层或加装屏蔽垫片,满足EMC(电磁兼容)要求。
- 散热强化:增加风道设计、散热孔、导热垫或强制风冷模块,应对高功率设备散热需求。
- 防护性能:防尘(IP54及以上)、防水(IP65)、抗振动(加装减震垫或加强筋)。
- 特殊环境适应:如海洋环境需耐盐雾腐蚀,户外设备需抗UV老化。
- 材料多样化
常见材料包括冷轧钢板(SPCC)、镀锌板(SECC)、铝合金、不锈钢(304/316),甚至碳纤维或复合材料。材料选择取决于强度、重量、耐腐蚀性或成本要求。例如,通信基站机柜可能选用2mm厚不锈钢,而轻量化设备偏好1.5mm铝合金。 - 装配复杂性
内部需集成非标托架、可调滑轨、多接口面板(如RJ45、航空插头)或模块化分仓设计。装配精度要求高,需确保后期维护便利,如快速拆装或模块替换。
二、工艺实现的关键技术
- 精准钣金切割
- 设备选择:激光切割机(光纤或CO2)用于复杂轮廓和精细孔位加工,精度可达±0.1mm;数控冲床(NCT)适合批量化孔位加工,效率更高;等离子切割用于厚板(>6mm)粗加工。
- 工艺要点:
- 优化排版,减少材料浪费(利用Nesting软件)。
- 对于薄板(<1.5mm),需控制激光功率以防烧边;厚板需调整切割速度以确保边缘平整。
- 针对异形孔(如椭圆、腰形孔),需预留加工余量,避免热变形。
- 折弯与成型
- 设备选择:数控折弯机(AMADA、TRUMPF等)配合多角度模具,满足非标折角(30°、45°、弧形边缘等)。液压折弯机适合厚板或复杂多折成型。
- 工艺要点:
- 针对异形箱体,需分段折弯或局部预弯,避免材料回弹。
- 对于铝合金或不锈钢,需调整折弯压力和刀口角度,防止表面划伤或裂纹。
- 复杂弧形边缘可通过滚压成型或专用模具实现。
- 折弯公差控制在±0.2mm,确保装配一致性。
- 焊接与拼接
- 工艺选择:TIG焊(氩弧焊)用于不锈钢或铝合金,焊缝美观;MIG焊(熔化极气体保护焊)适合快速焊接厚板;点焊用于薄板快速连接;螺栓/铆接用于可拆卸结构。
- 工艺要点:
- 控制焊接电流和速度,避免热变形或应力集中。
- 铝合金焊接需使用专用焊丝(如ER4043),防止焊缝开裂。
- 不锈钢焊接后需抛光或酸洗,去除氧化层。
- 复杂箱体可采用模块化拼接,减少焊接量,提高生产效率。
- 表面处理与功能强化
- 工艺选择:
- 喷涂/喷塑:静电喷塑(粉末厚度60-120μm)满足耐腐蚀和美观要求,适合室内机柜;室外机柜需加抗UV涂层。
- 电镀/阳极氧化:镀锌或镍用于防锈,阳极氧化(厚度10-20μm)提升铝合金表面硬度。
- 导电涂层:喷涂导电漆或贴导电胶条,满足电磁屏蔽需求。
- 工艺要点:
- 表面预处理(除油、磷化)至关重要,确保涂层附着力。
- 针对散热需求,可在机箱侧壁或顶板加工镂空网格,搭配散热片或导热硅胶垫。
- 户外机柜需通过盐雾测试(如ASTM B117标准,240小时以上)。
- 工艺选择:
- 内部精密装配
- 工艺要点:
- 设计模块化托架或滑轨,满足多接口布局(如电源模块、控制板)。
- 采用快速连接件(如卡扣、铆螺母)提高装配效率。
- 使用高精度定位夹具,确保内部组件安装公差<0.5mm。
- 预留维护空间,方便后期检修或升级。
- 工艺要点:
三、满足偏门需求的实现路径
- 前期沟通与设计优化
- 与客户详细沟通使用场景(如温湿度、载重、振动环境)、功能需求和预算限制。
- 使用三维建模软件(SolidWorks、Creo)进行结构设计,结合有限元分析(FEA)验证应力分布和散热性能。
- 输出详细的工艺BOM表和加工图纸,明确材料、厚度、公差和表面处理要求。
- 灵活选材与工艺组合
- 根据环境需求选择材料:如沿海地区选用316不锈钢,沙漠地区选用耐高温喷涂。
- 针对复杂异形结构,可采用分段加工+现场组装,降低运输成本。
- 对高精度需求,优先选用激光切割+数控折弯组合;对成本敏感项目,可用数控冲床+点焊降低成本。
- 小批量柔性生产
- 配备快速换模系统(如数控折弯机快换模具),缩短生产准备时间。
- 采用柔性生产线,支持多品种、小批量生产,满足定制化需求。
- 建立标准化工装夹具库,快速适配不同异形机箱加工。
- 技术储备与创新
- 投资高精度设备,如光纤激光切割机(功率≥4kW)和多轴折弯机,提升加工能力。
- 开发专用工装夹具,解决复杂异形件定位难题。
- 培训技术团队,熟练掌握铝合金/不锈钢焊接、复杂喷涂等工艺。
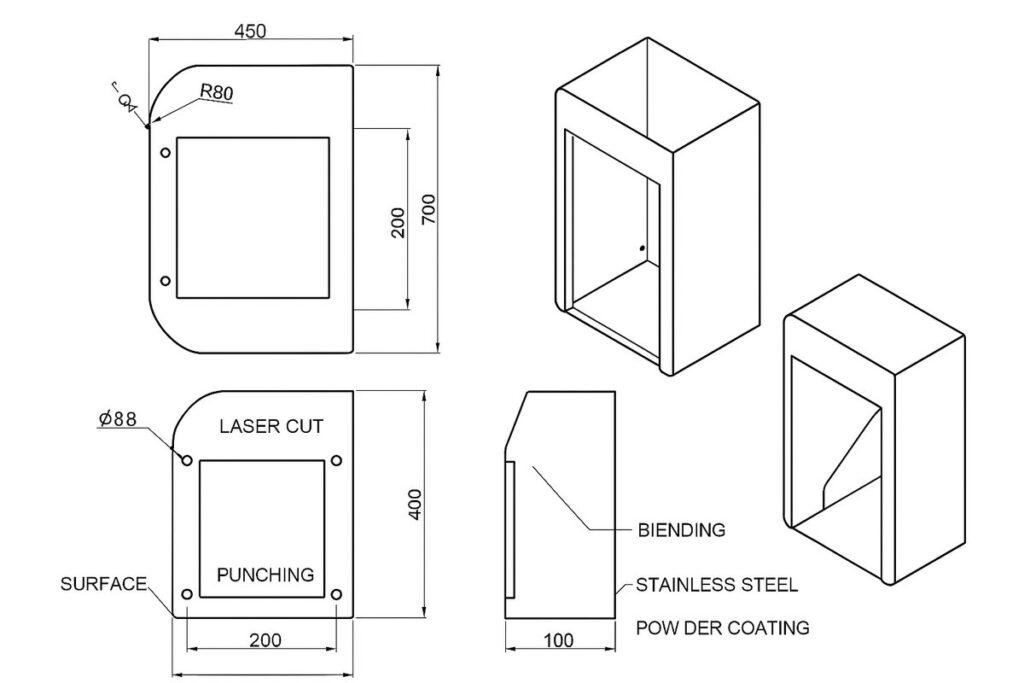
四、工艺图纸设计思路为支持异形机箱机柜加工,工艺图纸需包含以下关键内容,基于SolidWorks或AutoCAD生成,确保生产部门可直接使用:
- 总体装配图
- 绘制机箱整体三视图(正、侧、俯视),标注外形尺寸(长×宽×高,单位mm)及公差(±0.5mm)。
- 标明材料(如1.5mm SPCC冷轧钢板)、表面处理(如喷塑RAL7035)和防护等级(如IP54)。
- 注明关键功能部件位置,如通风孔、散热片、接口面板。
- 零件展开图
- 提供各钣金件的展开尺寸,标注折弯线、折弯角度(±1°)和折弯半径(R=板厚)。
- 标注切割孔位(圆孔、腰形孔、沉头孔等),公差控制在±0.1mm。
- 标明材料厚度、材质和表面处理要求。
- 焊接与装配指引
- 标明焊接位置、焊缝类型(TIG/MIG/点焊)及焊缝长度/间距。
- 注明拼接方式(如螺栓M6×12、铆螺母M4),并提供装配顺序。
- 标注内部托架、滑轨或模块的安装公差(±0.2mm)。
- 功能性设计细节
- 电磁屏蔽:标注导电涂层喷涂区域或屏蔽垫片安装位置。
- 散热设计:绘制风道布局、散热孔分布(孔径、间距)及散热片规格。
- 防护设计:标注密封条安装位置、防水槽结构或减震垫布置。
- 图纸示例框架(以SolidWorks为例)
- 标题栏:包含项目名称(如“新能源控制柜”)、图纸编号、材料清单、加工单位、日期。
- 视图内容:
- 主视图:机箱正面,标注接口孔位(如USB、航空插头)。
- 侧视图:显示折弯角度、加强筋位置。
- 局部放大图:细节如通风孔、焊接接头、装配卡扣。
- 爆炸图:展示内部托架、模块化组件的装配关系。
- 工艺备注:
- 切割:激光切割,速度800mm/min,功率3kW。
- 折弯:折弯角度90°±1°,模具R2.0。
- 焊接:TIG焊,焊丝ER308,电流120A。
- 表面处理:喷塑,厚度80μm,RAL7035灰色。
五、结语异形机箱机柜加工定制是钣金加工厂技术能力与市场竞争力的试金石。通过精准切割、灵活折弯、可靠焊接和模块化装配,加工厂可有效应对非标尺寸、功能定制化等偏门需求。关键在于深度理解客户需求,优化工艺流程,配备高精度设备,并建立柔性生产体系。未来,随着工业4.0和智能制造的推进,异形机箱定制需求将持续增长,钣金加工厂需不断提升技术储备和创新能力,以在细分市场中占据先机。