在现代食品包装、医药、化工等行业中,组合秤作为核心计量设备,已经广泛应用于坚果、糖果、冷冻食品、药品颗粒、化工原料等的自动称量和包装。而组合秤整机性能的稳定性,离不开其钣金结构件的精度和工艺水平。
设备厂家通常提供的是整机设计图纸,包含零部件的尺寸、位置关系和装配要求。但钣金加工厂接到这些图纸后,需要进一步转换为可落地生产的钣金图纸,并制定对应工艺。这个过程并非机械照搬,而是充满了细节、经验与变通。
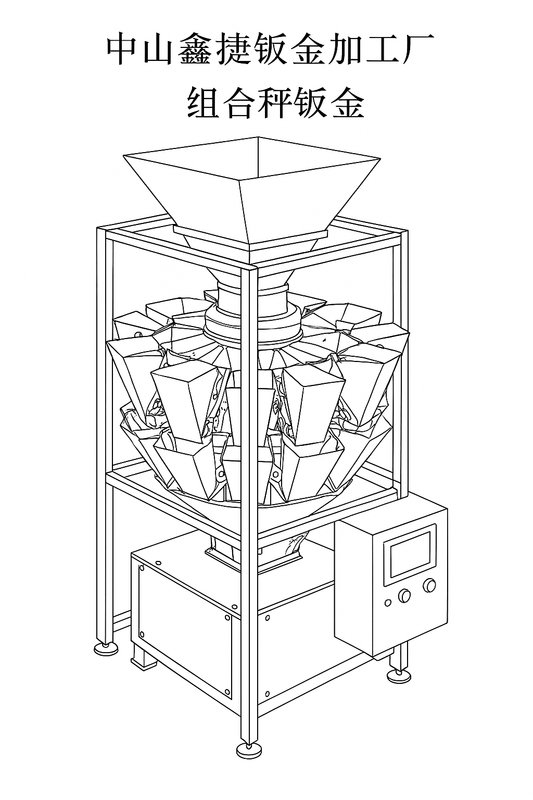
中山鑫捷钣金加工厂,正是在这一环节积累了丰富的经验,形成了独特的工艺方法与生产心得。
一、从设计图纸到钣金生产图纸
组合秤厂家通常提供的设计文件多为:
- 二维CAD图纸(零件图、装配图)。
- 三维建模图(SolidWorks、UG等)。
但这类图纸往往是“理论图纸”,并不能直接投入生产。钣金加工厂需要根据经验进行转化:
- 钣金展开图
- 将三维零件转化为展开图,考虑折弯角度、折弯半径、板厚补偿。
- 例如:称量斗的三角斗形状,在图纸上是立体几何,实际要展开为平面后通过折弯焊接成型。
- 工艺图
- 加工厂需要在图纸上标注切割方式(激光/冲压)、折弯顺序、焊接点位、检验基准等。
- 特别是机架结构件,需在图纸上标出定位基准,避免焊接变形。
- 装配辅助图
- 对一些与电机、电控箱配合的零件,需要加工厂重新出定位孔、加强筋的工艺图。
- 有些厂家图纸上未考虑加工余量,加工厂必须提前预留。
鑫捷的经验是:设计图纸是方向,生产图纸是落地,两者之间需要工艺工程师的二次解读与优化。
二、钣金工艺的分解与优化
将图纸转化为工艺后,加工厂要制定详细的加工流程。以组合秤常见部件为例:
1. 上料斗
- 工艺难点:形状多为大口漏斗,板材展开后边长较大,折弯容易跑形。
- 鑫捷经验:
- 在展开图中增加折弯补偿,提前计算回弹。
- 焊接时先点焊定位,再整体焊接,避免漏斗口变形。
- 焊后抛光,保证内壁光滑无料挂。
2. 称量斗
- 工艺难点:三角斗形状,折弯角度多,精度要求高。
- 鑫捷经验:
- 在展开图中细分折弯顺序,先内折后外折。
- 焊接时采用氩弧焊,焊后必须手工打磨,确保光滑。
- 使用304拉丝不锈钢,表面再电解抛光,食品级要求。
3. 机架
- 工艺难点:大尺寸结构,需承重且防震。
- 鑫捷经验:
- 在设计图纸的基础上,增加加强筋或内嵌角铁。
- 焊接时分段焊,控制热变形。
- 装配基准孔提前加工,确保与主机装配无误。
4. 电控箱外壳
- 工艺难点:需要防水、防尘、美观。
- 鑫捷经验:
- 折弯精度要求高,盖子与箱体配合要严丝合缝。
- 内部安装孔位提前二次加工,避免与电气元件干涉。
- 表面做喷砂/拉丝处理,再做防指纹膜。
三、结构细节的变通与改进
很多时候,组合秤厂家提供的图纸是“理想化”的,而在实际钣金生产中,需要加工厂根据经验做变通。
- 折弯半径与间隙
- 图纸上常常只标注90°,但实际折弯会有回弹。
- 鑫捷会根据板厚、材质经验,调整展开尺寸。
- 焊接结构优化
- 有些图纸上设计全焊,但这样容易变形。
- 鑫捷会与客户沟通,采用点焊+补强筋的方式。
- 安装孔位预留
- 有些客户只给出理论孔位,加工厂需要考虑装配公差。
- 鑫捷常预留0.2-0.5mm的余量,保证现场装配顺畅。
- 表面处理方式
- 图纸上可能只要求“不锈钢”,但不同客户对表面光洁度要求不同。
- 鑫捷会根据行业(食品/医药/化工)给出不同方案:拉丝、电解抛光、喷砂。
四、加工中的经验心得
鑫捷在长期实践中,总结出一些经验:
- “先验证,再量产”
- 对于新客户的设计,鑫捷都会先做样件验证,再批量生产,避免后续返工。
- “工艺细化”
- 每一份生产图纸,都有详细工艺卡,标明切割、折弯、焊接顺序。
- “装配反馈”
- 通过与整机厂家的装配人员沟通,积累了大量“装不上的坑”,不断优化生产图纸。
- “食品级细节”
- 食品行业客户最怕死角与残留,鑫捷在焊接打磨时特别强调“无料挂”,这是经验换来的心得。
五、案例分享
- 食品客户A:提供的斗形设计在实际生产中容易卡料,鑫捷在不改变外形的前提下,把焊缝位置调整,彻底解决残留问题。
- 医药客户B:图纸要求全镜面抛光,但成本高。鑫捷建议关键部位电解抛光,其余拉丝,既达标又节省成本。
- 出口客户C:对外观要求极高,鑫捷通过工艺改进,把外壳拼缝控制在0.2mm以内,帮助客户提升了国际市场竞争力。
六、结语
组合秤设备厂家提供的是设计图纸,而真正让设备落地的,是钣金加工厂的工艺转化与经验积累。
中山鑫捷钣金加工厂,正是凭借对图纸的深度理解、对工艺的灵活把控、对细节的反复打磨,在组合秤钣金件生产中形成了独特的经验与心得。
未来,鑫捷将继续在“图纸优化—工艺变通—精益制造”的道路上前行,为更多设备厂家提供高品质的钣金配套服务。