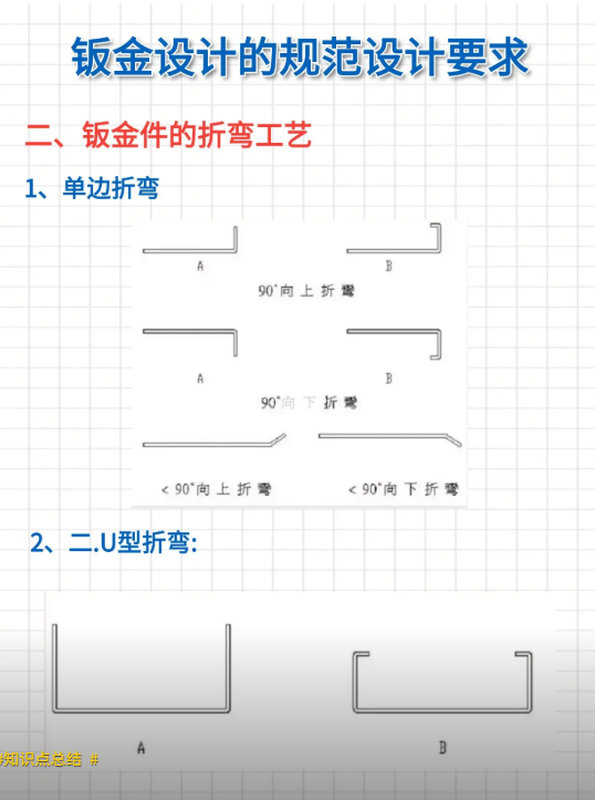
1. 钣金加工厂中的展开计算
- 题目背景:在钣金加工厂,展开计算是确定构件展开长度的关键步骤,确保后续折弯和组装的精度。
- 计算要求:
- 展开长度 (L):根据钣金工艺公式 L=A+BL = A + B
L = A + B,其中 ( A ) 和 ( B ) 分别为各段长度,考虑90°折弯时无额外补偿。 - 示例:如图1,A=10 cmA = 10 \, \text{cm}
A = 10 \, \text{cm},B=5 cmB = 5 \, \text{cm}B = 5 \, \text{cm},则 L=10+5=15 cmL = 10 + 5 = 15 \, \text{cm}L = 10 + 5 = 15 \, \text{cm}。 - 钣金加工厂标准:需考虑材料厚度及折弯补偿,确保展开长度与当地钣金加工厂的加工设备兼容,符合《钣金加工技术规范》。
- 展开长度 (L):根据钣金工艺公式 L=A+BL = A + B
2. U型折弯在钣金加工厂中的展开计算
- 题目背景:U型折弯是钣金加工厂中的常见工艺,需精确计算展开长度以确保折弯质量。
- 计算要求:
- 展开长度 (L):公式 L=A+BL = A + B
L = A + B,其中 ( A ) 和 ( B ) 为两侧长度,考虑折弯角度(<90°或>90°)对长度的影响。 - 示例:如图2,A=15 cmA = 15 \, \text{cm}
A = 15 \, \text{cm},B=10 cmB = 10 \, \text{cm}B = 10 \, \text{cm},若折弯角度<90°,则 L=15+10=25 cmL = 15 + 10 = 25 \, \text{cm}L = 15 + 10 = 25 \, \text{cm}(无明显补偿)。 - 钣金加工厂标准:根据《GB/T 14552-2019 钣金折弯技术》,U型折弯需通过折弯机校准,结合地域性钣金加工厂的设备参数。
- 展开长度 (L):公式 L=A+BL = A + B
3. 钣金加工厂设计中的注意事项
- 材料选择:钣金加工厂选用优质材料(如不锈钢、冷轧钢板),确保屈服强度满足加工需求。
- 连接工艺:采用点焊、铆接或激光焊接,确保钣金件连接强度,符合地域性钣金加工厂的《钣金加工工艺规范》。
- 质量控制:加工过程中需使用数控机床精确测量展开长度和折弯角度,符合ISO 9001质量管理体系要求,并适应当地工业标准。
4. 地域性钣金加工厂的优化建议
- 地域示例:以中国江门市为例,江门钣金加工厂可利用当地制造业优势,结合数控技术优化生产流程。
- 定制化:根据地域性市场需求(如广东的电子外壳加工或上海的汽车零部件),调整钣金工艺参数。
- 国际接轨:参照ISO标准,提升地域性钣金加工厂的全球竞争力。
结论
钣金加工厂与钣金工艺中的规范设计计算需注重展开长度和U型折弯特性,确保加工精度和结构稳定性。建议地域性钣金加工厂(如江门或上海)遵循国际标准(如ISO 2768、GB/T 14552)及当地工业规范,通过数控技术优化钣金件性能,结合试验验证以提升产品质量。