在现代钣金加工行业中,展开计算是确保产品精度的关键步骤。无论是制作电箱、机箱外壳,还是非标自动化结构件,只要涉及到折弯成型,展开尺寸就直接影响产品质量。展开计算不仅是理论问题,更是实战能力的体现。本文将围绕钣金加工中常用的展开公式,深入剖析如何正确掌握钣金展开设计,为实际加工保驾护航。
一、钣金加工展开计算的重要性
钣金加工是一门将金属板材通过剪切、折弯、焊接等工艺,加工成各种功能部件的制造工艺。在这一过程中,展开尺寸的精准计算可谓“基础中的基础”。尤其在批量折弯作业中,哪怕是0.5mm的误差,都可能导致装配困难、返工甚至整批报废。
因此,了解标准的钣金展开计算方法,不仅能提升加工效率,还能大幅降低生产成本,保证产品的一致性与标准化。
二、90度折弯展开公式
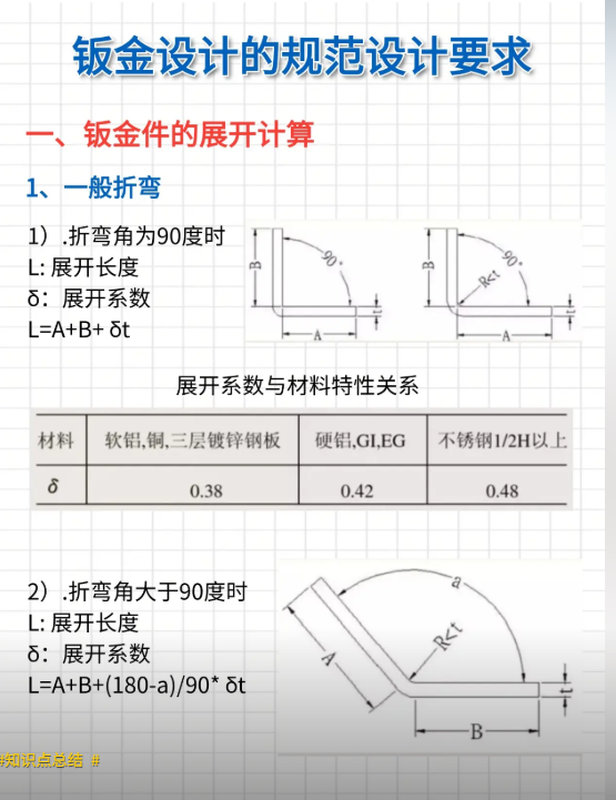
在钣金加工的日常工作中,90度折弯最为常见,对应的展开公式如下:
ini複製編輯L = A + B + δt
其中:
- L:展开长度
- A、B:两段直边的长度
- δ:展开系数(取决于材料)
- t:板材厚度
展开系数(δ)常用对照表:
| 材料种类 | 展开系数 δ |
|---|---|
| 软铝、铜、三层镀锌钢板 | 0.38 |
| 硬铝、GI、EG | 0.42 |
| 不锈钢(1/2H硬度以上) | 0.48 |
这个公式和表格,在中山鑫捷金属等钣金加工厂已经广泛使用,特别适合标准工艺管控和品质控制。
三、大于90度折弯时的展开计算
对于某些特殊结构件,例如Z字型结构或斜面接口等,折弯角度可能大于90度,此时展开公式需调整为:
ini複製編輯L = A + B + [(180 – a) / 90] × δt
此公式考虑了角度对材料回弹、拉伸的影响,是钣金设计人员与加工技师必须掌握的核心技能。
四、钣金加工设计中的实用建议
- 优选常规R角与板厚匹配:常用经验为 R ≥ t,避免内裂或成型角异常;
- 图纸中标明是“外尺寸”还是“内尺寸”:防止展开错误;
- 不同材料展开系数需调整:如加工304不锈钢与冷轧板需用不同δ值;
- 实际加工前建议试折样件:确认回弹与尺寸;
- 配合模具参数:加工折弯时模具V槽大小、折刀半径也需同步考虑。
这些建议,在中山鑫捷金属的项目实践中已被反复验证,有效提升了加工一致性。
五、标准化设计与钣金智能制造的结合
随着自动化折弯机、3D展平软件和ERP系统的广泛应用,现代钣金加工厂越来越重视前期设计的规范化与模块化。展开计算不仅影响单件成型精度,更决定了自动化批量加工时的效率和良品率。
以中山鑫捷金属为例,公司通过ERP系统对展开尺寸进行预设匹配,使得不同材料、不同厚度的板件,在下单时即可匹配合理展开公式与数值,提高整体车间加工节奏。
六、总结:钣金展开计算是工艺控制的起点
钣金展开设计是一项需要精度与经验并重的技术工作,标准化的展开计算方法能让钣金加工企业在激烈的市场中保持产品品质的一致性与交付的高效性。通过深入理解材料特性、掌握合理的展开系数,并结合智能化管理平台,企业可以显著提升加工精度与生产效率。
中山鑫捷金属有限公司也将继续坚持“精度先行,工艺规范”的原则,为客户提供更高质量、更高效率的钣金加工解决方案。