钣金加工是一种通过对金属薄板施加外力,经由切割、冲压、折弯、焊接等工艺,制造出特定形状和功能零件的技术。它在汽车、电子、家电、建筑、航空航天等领域有着广泛应用,是现代制造业的重要支柱。
一、钣金加工概述
钣金加工主要针对厚度在0.2mm至6mm的金属板材,通过一系列工艺将其加工成所需结构件。根据加工方式,可分为以下两类:
- 手工钣金:依赖手工工具(如锤子、剪刀)进行操作,适合小批量或个性化定制,灵活但效率较低。
- 机械钣金:采用数控设备(如激光切割机、折弯机)进行自动化加工,适合大批量生产,效率高、精度好。
在现代工业中,机械钣金占据主导地位,生产的零件统称为“钣金件”。
二、钣金加工的主要工艺流程
- 设计与展开
使用CAD或3D设计软件将零件设计转化为二维展开图,并通过编程优化材料排版,生成数控加工指令,提高材料利用率。 - 切割与冲孔
利用激光切割机或数控冲床完成外形轮廓和孔加工。激光切割适合复杂形状,冲床则适合高重复性孔加工。 - 去毛刺处理
加工后的板材边缘常有毛刺,需通过去毛刺机或手工打磨,确保表面平滑、无割手感。 - 折弯成型
使用折弯机将平面板材折出所需角度和形状,精度要求高,直接影响后续装配质量。 - 焊接连接
采用氩弧焊、激光焊等工艺将零件连接成整体。激光焊适合高精度需求,氩弧焊适合高强度结构。 - 表面处理
通过喷涂、电镀、抛光、喷砂等工艺,提升零件外观、防腐性和耐用性。 - 组装与连接
使用螺栓、铆钉或卡扣等进行零件组装,便于维护和拆卸,常用于机柜、设备外壳等。 - 质量检测
利用测量工具(如卡尺、三坐标测量仪)检查尺寸、角度、平整度和外观,确保符合设计要求。
三、钣金加工常用设备一览
| 设备名称 | 主要功能 | 特点 |
|---|---|---|
| 激光切割机 | 高能激光切割材料 | 切口精细,适合复杂形状,速度快 |
| 数控冲床 | 通过模具冲孔或成形 | 适合大批量孔加工,效率高 |
| 激光冲床复合机 | 结合激光切割与冲压功能 | 灵活性强,适用多样化加工 |
| 去毛刺机 | 自动去除加工毛刺 | 提高安全性与外观,适合批量生产 |
| 折弯机 | 将板材折弯成特定角度 | 高精度,适合复杂结构 |
| 焊接设备 | 氩弧焊、激光焊等连接工艺 | 根据需求选择高强度或高精度焊接 |
四、钣金加工的优点
- 设计灵活性:能加工复杂几何形状,满足多样化设计需求。
- 高效批量生产:自动化设备支持大批量生产,产品一致性高。
- 材料节约:通过优化排版,最大限度减少材料浪费。
- 多样化后处理:支持喷涂、拉丝、电镀等多种表面处理,提升美观与功能性。
五、钣金加工的局限性
- 设备成本高:激光切割机、数控折弯机等设备投资大,增加初期成本。
- 依赖熟练工人:部分工序(如焊接、精细组装)对工人技能要求高。
- 加工误差风险:若设计或加工控制不当,可能导致尺寸偏差累积。
- 材料限制:主要适合薄板加工,厚板或高强度材料加工难度大。
六、钣金加工成本控制策略
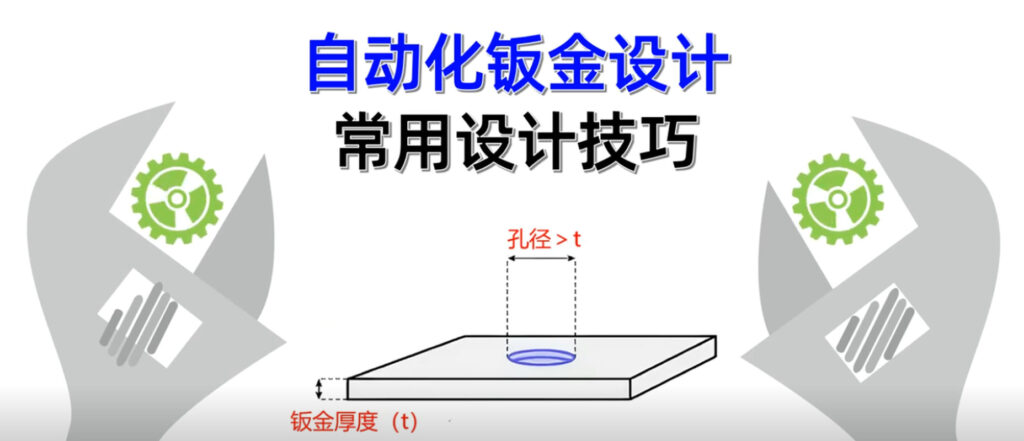
- 简化设计
优化零件结构,避免复杂拼接,采用标准化的孔径和折弯角度,减少加工难度和时间。 - 批量化生产
集中生产同类零件,减少设备调试和换模时间,分摊固定成本,提高效率。 - 减少焊接工序
在保证强度的前提下,优先使用螺栓或卡扣连接,降低焊接变形和人工成本。 - 优化材料利用
使用专业排版软件,合理规划切割路径,选择标准板材规格,减少边角料浪费。 - 选择适当工艺
根据零件特点选择合适的设备,例如小孔加工用数控冲床,复杂曲线用激光切割,避免资源浪费。 - 加强与加工方的协作
了解加工厂的设备能力和工艺偏好,设计时尽量匹配其生产条件,避免返工和额外成本。
七、总结
钣金加工集灵活性、高效性和经济性于一体,是现代制造业不可或缺的工艺。然而,其成本和质量高度依赖设计优化、设备选择和工艺控制。设计师和制造者需深入理解钣金加工的工艺原理与设备特性,合理规划生产流程,以实现成本、效率和品质的平衡。
随着智能制造技术的进步,钣金加工正加速向数字化、自动化方向发展。掌握其核心知识,不仅能提升企业竞争力,还能在快速变化的市场中占据先机。