在钣金加工中,折弯工艺是影响产品尺寸精度、装配顺利性及外观质量的关键环节。合理的折弯顺序不仅可以减少返工率,还能有效提高模具使用效率与加工效率。本文结合具体折弯图示,系统讲解折弯顺序安排的基本原则与实务技巧。
一、钣金折弯顺序设计的四大原则
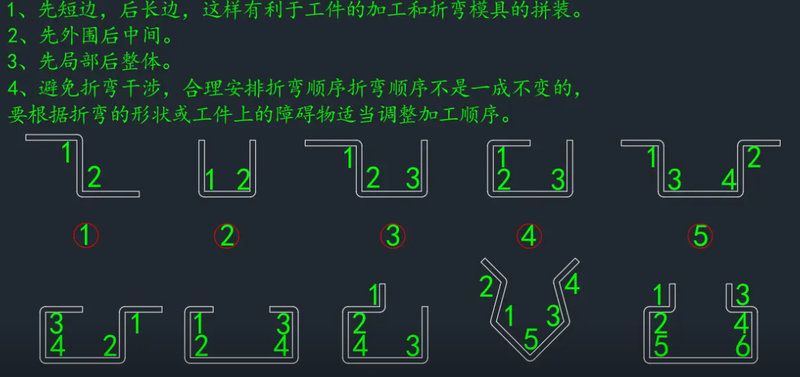
1. 先短边、后长边
短边刚性弱,优先折弯可以提升加工稳定性,避免后续操作中出现变形或回弹,同时也有利于工件在折弯模具上的精准定位。
2. 先外圈、后中间
优先完成外圈折弯便于后续加工中保持结构对称,减少中间结构因空间受限而无法准确成型的问题。
3. 先局部、后整体
局部特征如小折边、加强筋等应优先处理,避免整体成型后空间受限,导致模具无法进入,或影响折弯精度。
4. 避免干涉,合理安排顺序
折弯顺序应根据结构干涉情况动态调整。例如,在某些复杂工件中,如果提前折完某一侧,可能会影响后续模具的装夹或材料翻转空间。
二、图示案例解析(对应图片编号)
图中展示了9组典型折弯案例,每组均标注了加工顺序,反映出合理工艺安排的实践应用。
案例①~②:标准“L”型与“U”型结构
特点:边数少,结构简单。
工艺策略:采用先短边后长边原则。此类工件适合使用通用V槽模具,一次定位完成两边。
案例③~④:封闭U型加强结构
特点:结构封闭,四边围合。
工艺策略:必须先折两侧再处理中间闭合面,避免模具无法伸入。④中采用斜边结构,应特别留意模具干涉角度。
案例⑤:多边回形结构
特点:结构复杂、内侧狭窄,容易干涉。
工艺策略:遵循“由外至内”的策略。先折外围成形,再逐渐封闭中段部分,避免模具干涉。
案例⑥~⑨:多层叠加型结构
特点:边数多,折弯角度变化大。
工艺策略:
- ⑥:五折成型结构,注意中心对称性;
- ⑦:由两侧向内折,保障中部可进入模具;
- ⑧:严格依照编号顺序进行,多次翻转操作;
- ⑨:六折结构应特别注意第4~6道折弯的顺序,防止整体变形及模具接触不良。
三、折弯工艺实务建议
- 模具选型提前规划:在制定顺序时必须考虑可使用的模具宽度和角度,避免因模具不匹配而返工。
- 预留回弹调整量:折弯后材料会发生弹性回弹,特别是不锈钢材质,需结合经验值提前设定。
- 数字仿真辅助验证:可使用3D钣金展开与折弯模拟软件(如SolidWorks Sheet Metal模块)验证顺序合理性。
- 工装设计优化:对量产件应设计专用工装夹具,提升重复加工的一致性和安全性。
四、结语
折弯工艺不仅是一种操作顺序,更是一种体现钣金工程师经验与思维的艺术。通过科学合理的折弯顺序安排,可以有效提升产品合格率与制造效率。中山市鑫捷金属有限公司长期致力于自动化精密钣金折弯工艺优化,欢迎各类设备制造商洽谈定制配套服务。